
樹脂製品の設計や加工において、熱膨張による寸法変化は重要な要素です。数ミリの誤差が発生すれば、製品の機能や耐久性、外観に影響を与えかねません。本記事では、樹脂の熱膨張について、具体的には線膨張係数と体膨張係数の基礎知識や、寸法変化の計算方法を解説し、樹脂の熱膨張率に関するよくある質問にも回答します。
この記事の要点|3行サマリー
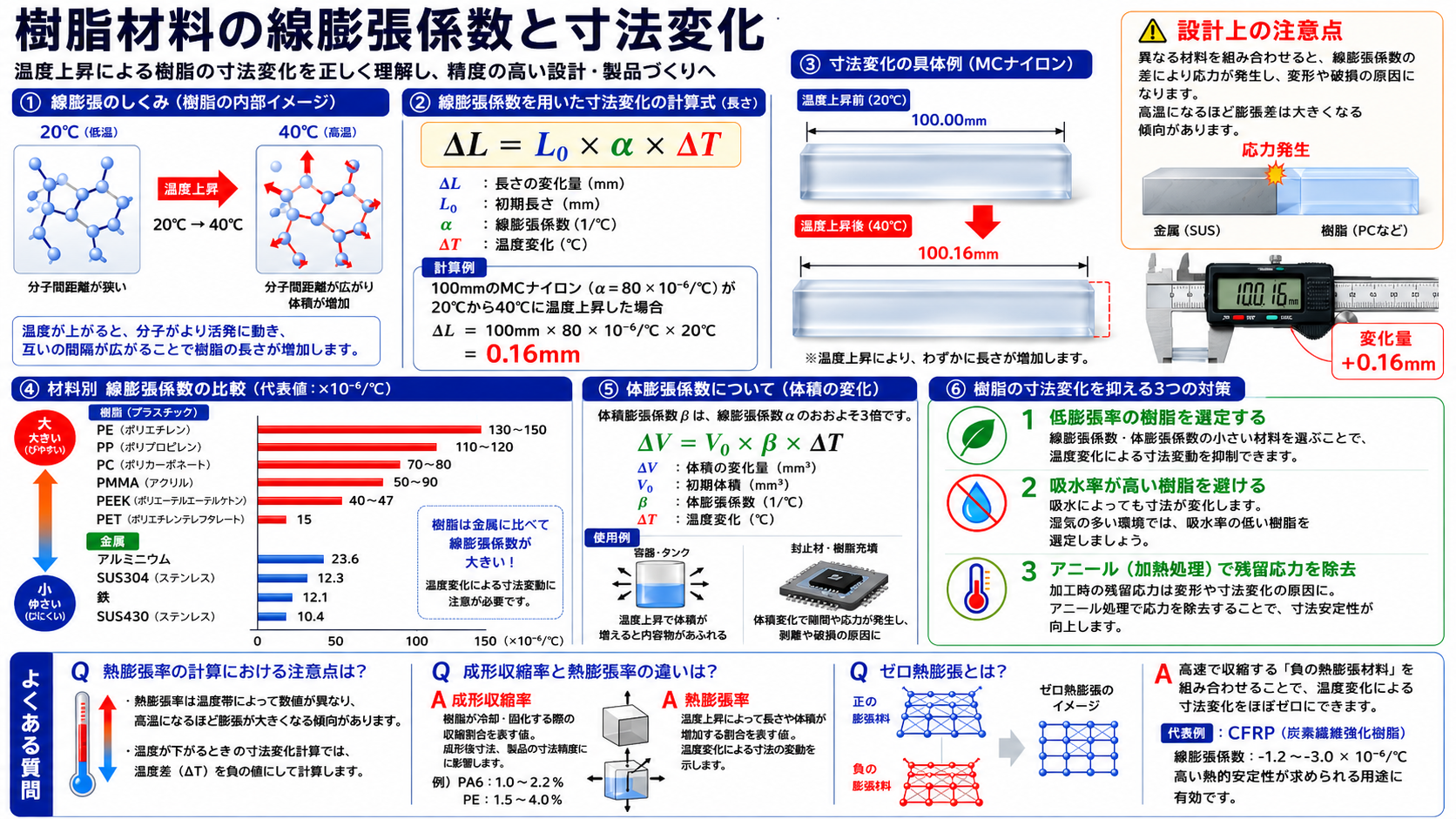
- 樹脂の線膨張係数は金属の3〜10倍。PE/PPは130〜150×10⁻⁶/℃、ステンレスは10〜17×10⁻⁶/℃。
- 寸法変化はΔL = L₀ × α × ΔTで計算可能。100mm×温度20℃変化のMCナイロンで0.16mm伸びる。
- 対策は3つ。低熱膨張樹脂の選定/吸水率の低い材料選定/アニール処理による残留応力除去。
寸法精度にシビアな樹脂部品の試作は、材料特性を熟知した加工会社への相談が近道です。
図面段階からでもお気軽にご相談ください。
樹脂の熱膨張とは
製品の設計あるいは使用の際に、熱膨張を考慮することはきわめて重要です。例えば、高温環境で使用される製品の場合、熱膨張による寸法変化が性能に大きく影響する可能性があります。また、異なる樹脂材料を組み合わせた製品では、それぞれの材料が異なる熱膨張率を持つため、温度変化によって応力が発生しやすくなります。想定される使用温度範囲内で故障や破損が起こらないように、樹脂の熱膨張率を理解して設計・製作を進めることが大切です。
線膨張係数と体膨張係数
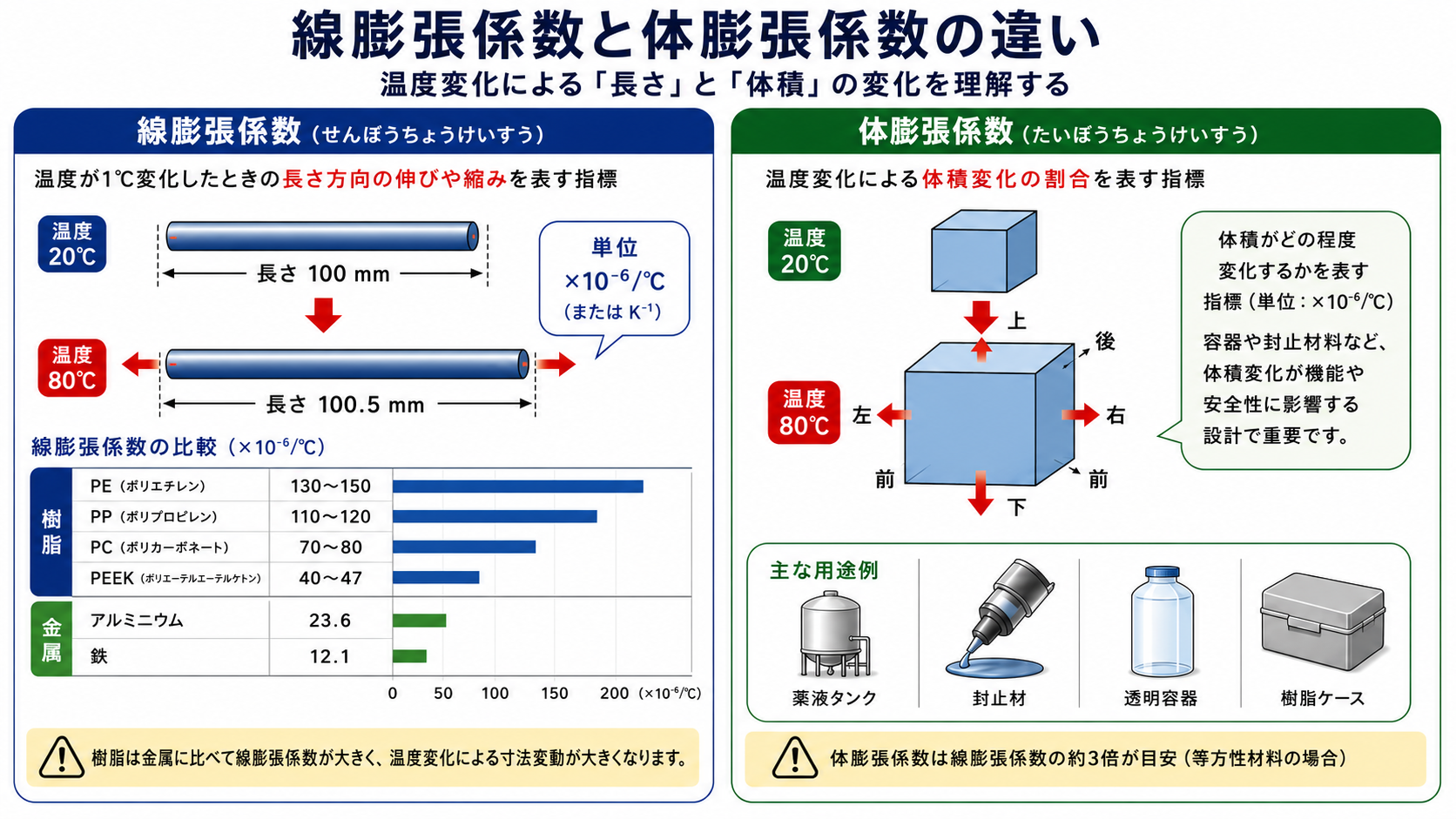
樹脂の熱膨張には「線膨張係数」と「体膨張係数」という2つの指標があります。線膨張係数は温度変化による単位長さ当たりの伸縮度合いを示し、体膨張係数は体積の変化度合いを示す値です。これらの係数は、樹脂の種類、分子構造、充填材料の有無などによって異なります。
線膨張係数
「線膨張係数(せんぼうちょうけいすう)とは、物質の温度が1℃上昇した際に、長さが元の長さに対してどの程度の割合で伸びるかを示す数値のことです。一般的に単位は『/℃』または『K⁻¹』が用いられます。」
前項で説明したように、樹脂の方が金属よりも線膨張係数が高くなります。PE(ポリエチレン)やPP(ポリプロピレン)などは、金属の中で線膨張係数が大きいアルミニウムと比べて5倍以上の値です。
| 材料名 | 線膨張係数(×10-6/℃) |
| 樹脂 | |
| PET(ポリエチレンテレフタレート) | 15 |
| PEEK(ポリエーテルエーテルケトン) | 40.0~47.0 |
| PC(ポリカーボネート) | 70.0~80.0 |
| PA6(ポリアミド6/ナイロン6) | 72 |
| MCナイロン | 80 |
| PMMA(アクリル) | 50.0~90.0 |
| ETFE(エチレンテトラフルオロエチレン/フッ素樹脂) | 50.0~90.0 |
| PTFE(ポリテトラフルオロエチレン/フッ素樹脂) | 70.0~100 |
| PP(ポリプロピレン) | 110.0~120.0 |
| PE(ポリエチレン) | 130.0~150.0 |
| 金属 | |
| SUS430(ステンレス) | 10.4 |
| 炭素鋼 | 11 |
| 鉄 | 12.1 |
| 金 | 14.2 |
| 銅 | 16.6 |
| SUS304(ステンレス) | 17.3 |
| 黄銅 | 19 |
| アルミニウム | 23.6 |
線膨張係数の高い樹脂を使用する場合、温度変化による寸法の変動が大きくなることに注意しなければなりません。特に樹脂と金属を組み合わせる製品では、両者の線膨張係数の差によって温度変化時に応力が発生する可能性があります。大きな応力は製品の変形や破損の原因となり得るため、線膨張係数の差異を考慮した設計が必須です。
体膨張係数
体膨張係数は、材料が温度変化によりどの程度体積が変化するかを示す値です。線膨張係数が長さの変化に、体膨張係数は体積変化に着目した指標として区別できます。体膨張係数は容器類や封止材料など、特に体積の変化が機能や安全性に影響を及ぼすアプリケーション設計で重要です。
温度が上昇すると、樹脂を含む多くの材料の体積は膨張します。この現象は、材料内部の分子間隔が拡大することに起因しています。具体的にいうと、温度上昇に伴って分子が活発に動き、互いの間隔を広げることで体積が増加するという原理です。体膨張係数は、この体積変化割合を温度変化1℃あたりで示しています。
体膨張係数は線膨張係数と同様に、樹脂の種類や組成、加工方法によって異なります。例えば、充填剤や強化繊維を混入した複合材料の体膨張係数は、充填剤がない純粋な樹脂に比べて通常小さくなります。これは、充填剤が熱による分子の動きを制限し、体積の変化が抑えられるためです。
製品設計では、使用温度範囲における製品の機能と安全性を確保するために、体膨張係数を考慮に入れる必要があります。例えば、高温環境下で使用される容器は内部圧力が増大する可能性があるため、体膨張係数の小さい樹脂材料が適するケースがあります。また、熱による体積変化が許容限度を超える場合は、熱の伸縮を考慮した補強や構造的な調整が必要です。
樹脂の寸法変化の計算方法
樹脂の寸法変化を計算するには、線膨張係数または体膨張係数を用います。計算式自体は、どちらの式も比較的単純です。初期パラメータと各変化量を式に入力するだけで、具体的な長さの変化、または体積の変化を推定することができます。
長さと体積の変化を求める計算式は、それぞれ以下の通りです。
線膨張係数を用いた寸法変化の計算式(長さ)
| ΔL = L0 × α × ΔT ※ΔLは長さの変化量、L0 は初期長さ、αは線膨張係数、ΔTは温度変化 |
<計算例>
100mmのMCナイロン材料(線膨張係数:80 × 10-6/℃)が、20℃から40℃に温度上昇したときの寸法変化を求める場合
L0 = 100 mm
α = 80 × 10-6 /℃
ΔT = 20℃
ΔL = 100 mm × 80 × 10-6/℃ × 20℃ = 0.16 mm
体膨張係数を用いた寸法変化の計算式(体積)
| ΔV = V0 × β × ΔT ※ΔVは体積の変化量、V0は初期体積、βは体膨張係数、ΔTは温度変化 ※β(体膨張係数)はα(線膨張係数)の3倍 |
温度変化が激しい環境で使用される製品を設計する際に、これらの計算式は非常に有用です。厳密な寸法制御が求められる製品では、樹脂素材ごとの温度による寸法変化を正確に理解し、誤差を抑える材料選択と精密な設計、高精度な加工技術が求められます。計算上の理論値だけでなく、実際の環境や条件による影響や試作品でのテスト結果などを考慮して、最終的な寸法設計を確定する場合もあります。
樹脂の熱膨張に関するよくある質問
樹脂の熱膨張に関しては、多くの疑問が寄せられます。特に、熱膨張係数の計算方法、成形収縮率との違い、熱膨張の抑制方法、そしてゼロ熱膨張についての理解が重要です。
熱膨張率の計算における注意点は?
熱膨張率は温度帯によって数値が異なる場合があり、高温になるほど係数が大きくなる傾向にあります。使用温度範囲を正確に把握し、適切な係数を用いて計算することが重要です。また、温度が下がるときの寸法変化計算では、温度差(ΔT)を負の値にして計算します。
成形収縮率と熱膨張率の違いは?
成形収縮率も樹脂の寸法変化を表す指標で、主に成形プロセスで用いられます。樹脂が冷却・硬化する際の体積減少を計算するために必要な値です。これに対し、熱膨張率は材料が温度上昇によって長さや体積が増加する割合を示し、温度変化に伴う寸法の変動を表します。成形収縮率は%で表記され、例えばPA6は1.0〜2.2%、PEは1.5〜4.0%です。成形収縮率の値が高くなるほど寸法精度を出すのが難しくなります。
樹脂の寸法変化を抑える方法は?
樹脂の寸法変化を抑える方法として、下記の3つが挙げられます。
低熱膨張率の樹脂を選定する
製品に求められる性能を考慮することが前提ですが、なるべく線膨張係数・体膨張係数が小さい樹脂素材を選ぶことが重要です。
吸水率が高い樹脂を避ける
熱膨張以外にも、樹脂の吸水によって寸法が変化することがあります。湿気の多い環境で使用する製品には、ナイロンなどの吸水率が高い樹脂素材は避けたほうがよいでしょう。
アニール処理で変形を防ぐ
樹脂加工をおこなった場合に、残留応力が問題になることがあります。残留応力は樹脂の変形を引き起こすうえに、熱膨張による寸法変化をさらに大きくしてしまう要素です。アニール処理(加熱処理)によって残留応力を除去することで、樹脂の変形や寸法変化を防げます。
樹脂の寸法変化、および対策方法については、下記の記事もご参照ください。
ゼロ熱膨張とは?
金属や樹脂のように、ほとんどの物質は温度上昇によって膨張します。その一方で、高温になると収縮する「負の熱膨張材料」も存在します。代表的な負の熱膨張材料は、炭素繊維やビスマスニッケル鉄酸化物、タングステン酸ジルコニウムです。
負の熱膨張材料を活用することでゼロ熱膨張が実現できます。その一例がCFRP(炭素繊維と樹脂の複合材料)です。CFRPの線膨張係数は-1.2〜3.0 × 10-6/℃であり、高温環境でも寸法変化がほとんど起こりません。
ゼロ熱膨張素材は精密機器や電子部品のほか、宇宙航空分野、医療分野など、高い熱的安定性が要求される用途への応用が期待されています。
樹脂の熱膨張でお困りですか?
材料選定のご相談から試作品の製作まで一貫対応。1個から・特急にも対応しています。
図面がなくてもご相談いただけます。
お電話でも受付中:0282-24-5822(8:30〜17:30)