
高精度なプラスチック加工品をお届けするためには、単に削る技術だけでなく、素材の特性を理解した適切な処理が必要です。
特に重要なのが、加工品の変形を防ぐ処理「アニール処理」とはどのようなものか、正しく理解し実施することです。
適切な温度管理と加熱を行うことで、製品の「反り」や「割れ」といったトラブルを未然に防ぐことができます。
この記事では、アニール処理の基礎知識に加え、当社「荒川技研」が導入しているアニールボックスの仕様や、実際に処理を行ったサンプルの検証データを公開します。
アニール処理とは
アニール処理はプラスチック製品の変形を防ぐための処理を指します。「エージング処理」と呼ぶ場合もあります。
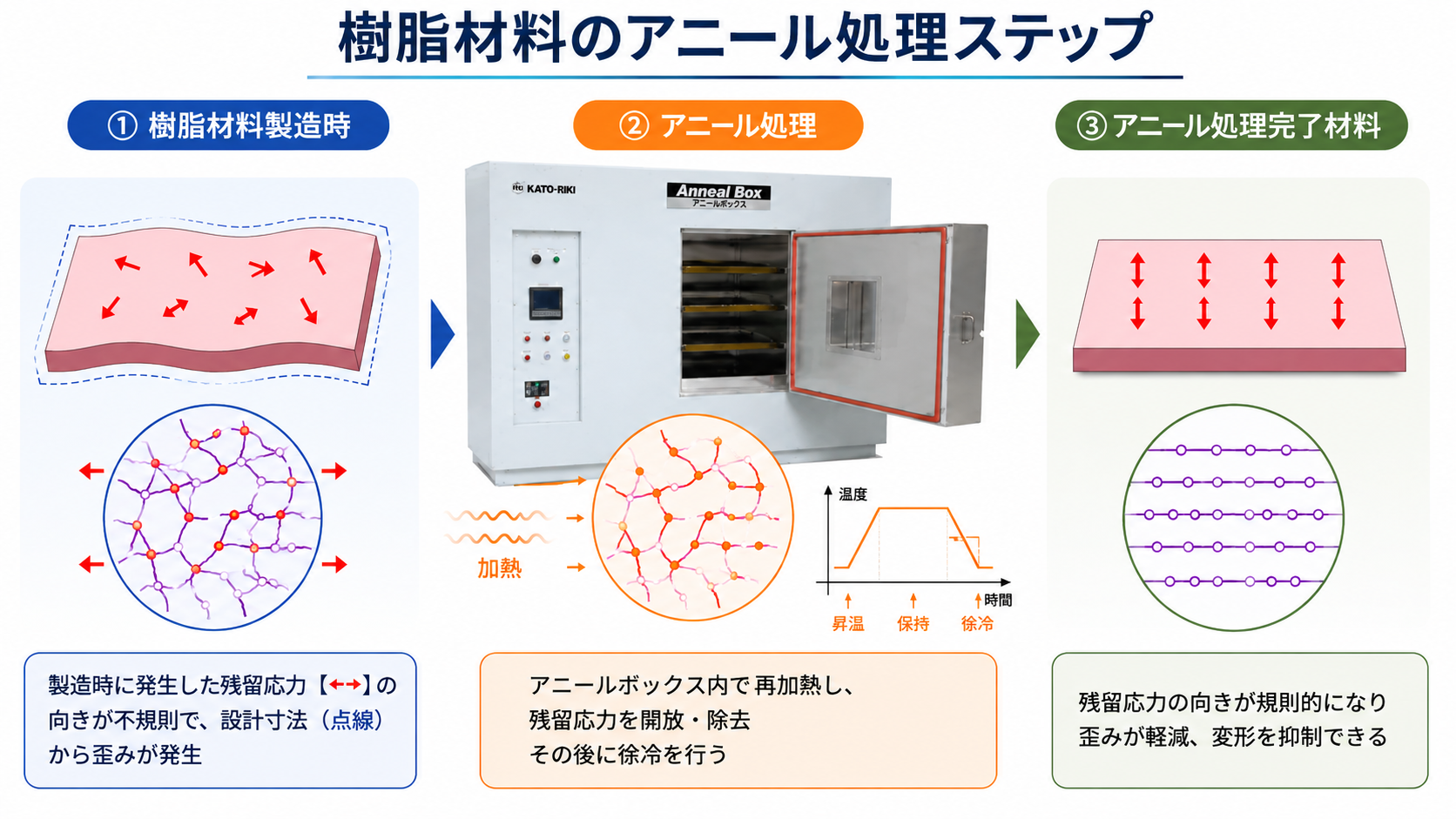
アニール処理について解説する前に「残留応力」について解説しておきましょう。プラスチックを加工する際には、必ず外部から強い力や高温が加わり、プラスチックの組織が収縮や変形してしまいます。
出来上がった製品を外部から見ると、何も力が加わっていないように見えますが、実はプラスチック素材の組織が変形したことにより、材料の内側から力が加わった状態になっているのです。この製品内部に発生した力のことを「残留応力」と呼びます。
アニール処理はプラスチック製品に熱を加えて「残留応力」の素となっている歪みを除去する工程です。処理の際に加える適切な温度はプラスチックの種類によって異なります。この点については後ほど詳しく解説します。
アニール処理を施すことで、製品の反りや変形を防ぐことができます。一般的にはアニール処理は、加工の直後に行われます。柔軟性が高まり割れにくくなるので、印刷や追加工などの2次工程での製品の破損を予防できます。
アニール処理では熱を加えるため、処理が施されるのは熱で溶ける「熱可塑性樹脂」に限定されます。熱を加えて硬化する「熱硬化性樹脂」には適用されません。熱硬化性樹脂に同じような熱処理を施す場合は、硬度を高めるのが目的で行われる「アフターベーキング」という処理にあたります。
このアニール処理は金属で言うと「焼きなまし」に当たる工程です。ちなみに金属でもアニール処理と呼ぶ場合もありますが、焼きなましのほうが一般的です。
荒川技研では、アニールボックスを用いた温度プロファイル管理により、樹脂ごとに最適な昇温・保持・冷却条件を設定しています。これにより、切削加工後に発生する内部応力を効果的に除去し、反りや寸法変化を抑えた高い寸法安定性を実現しています。
アニール処理の方法
アニール処理は次のような機材を使用して行うのが一般的です。
- 熱風加熱炉
- 遠赤外線加熱炉
熱風加熱炉は、空気をヒーターで加熱し、熱風を炉内で循環させて熱処理を行う炉です。サウナのようなものと考えるとわかりやすいでしょうか。最も一般的なアニール処理の方法となっています。
遠赤外線を使って、製品に直接熱を加える手法の加熱炉もあります。熱風加熱炉は加熱に時間が掛かるデメリットがあるため、近年では熱風加熱炉と遠赤外線ヒーターを併用して加熱に掛かる時間を短縮するタイプの加熱炉が多くなってきています。
樹脂の違いによるアニール処理の温度帯
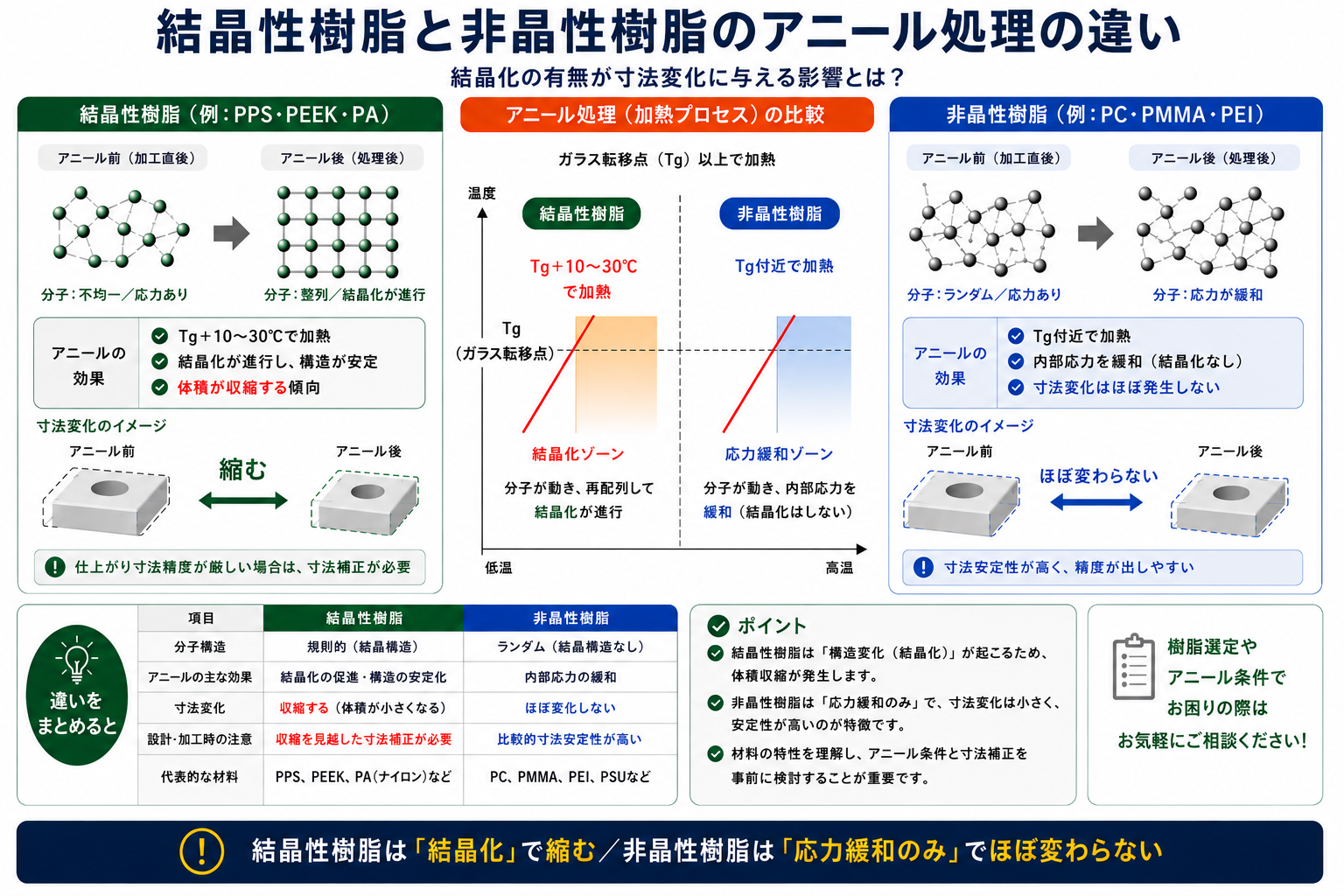
アニール処理は、結晶性樹脂と非結晶性樹脂で加える温度が変わってきます。
結晶性樹脂のアニール処理
結晶性樹脂は、固体になったときに分子の配列が規則的な構造をしているタイプのプラスチックを指します。
結晶性の構造を持つプラスチックは、ゴムのように柔らかくなる温度である「ガラス転移点(Tg)」以上の温度で加熱する必要があります。プラスチックの種類によってこのガラス転移点の温度は異なりますが、一般的にはガラス転移点よりも10~30℃高い温度で加熱します。
結晶性樹脂の場合、アニール処理によって分子構造の結晶化が促進されます。それにより体積が小さくなってしまう傾向にあるので、仕上がり寸法精度が厳しい場合は、予め計算に入れておく必要があります。
非結晶性樹脂のアニール処理
非結晶性樹脂は結晶性樹脂とは異なり、ガラス転移点よりも低い温度で加熱します。最適な温度は、ガラス転移点よりも20~30℃程度低い温度とされています。これは結晶構造をしておらず構成する分子が結晶性樹脂よりも温度によって動き始めやすいからです。
アニール処理の注意点
アニール処理に最適な温度というのは、プラスチックの種類によって大きく変わります。プラスチックの種類ごとに処理の温度を変えるというのはもちろんですが、同じプラスチック材料であっても材料メーカーやグレードによってアニール処理に適した温度が異なる場合があります。
これまで利用してきた材料からメーカーやグレードが変わった場合などは、アニール処理が適切に施されているか改めて確認したほうが良いでしょう。
3つのよくある質問
Q. アニール処理は何のために行うのですか?
樹脂加工時に発生する「残留応力」を除去するためです。残留応力を放置すると、後工程や使用環境で反り・割れ・寸法変化が起こります。
Q. アニール処理の温度はどう決まりますか?
結晶性樹脂はガラス転移点(Tg)より10〜30℃高い温度、非結晶性樹脂はTgより20〜30℃低い温度が基本です。
Q. すべての樹脂にアニール処理が必要ですか?
熱可塑性樹脂のみ対象です。熱硬化性樹脂には「アフターベーキング」という別工程を適用します。また、PTFEや66ナイロン(N)など効果が出にくい材質もあります。
荒川技研ではアニールボックスを導入
<目的>プラスチック切削材料の残留応力除去の為
<仕様>
器内寸法 : W450 x D450 x H450
最高温度 : 300 ℃
プログラムコントローラ付き
<アニール処理グラフ>
昇温速度、到達温度、保持時間、冷却速度のグラフです。
設定条件は各種樹脂により変わります。

アニール効果の検証
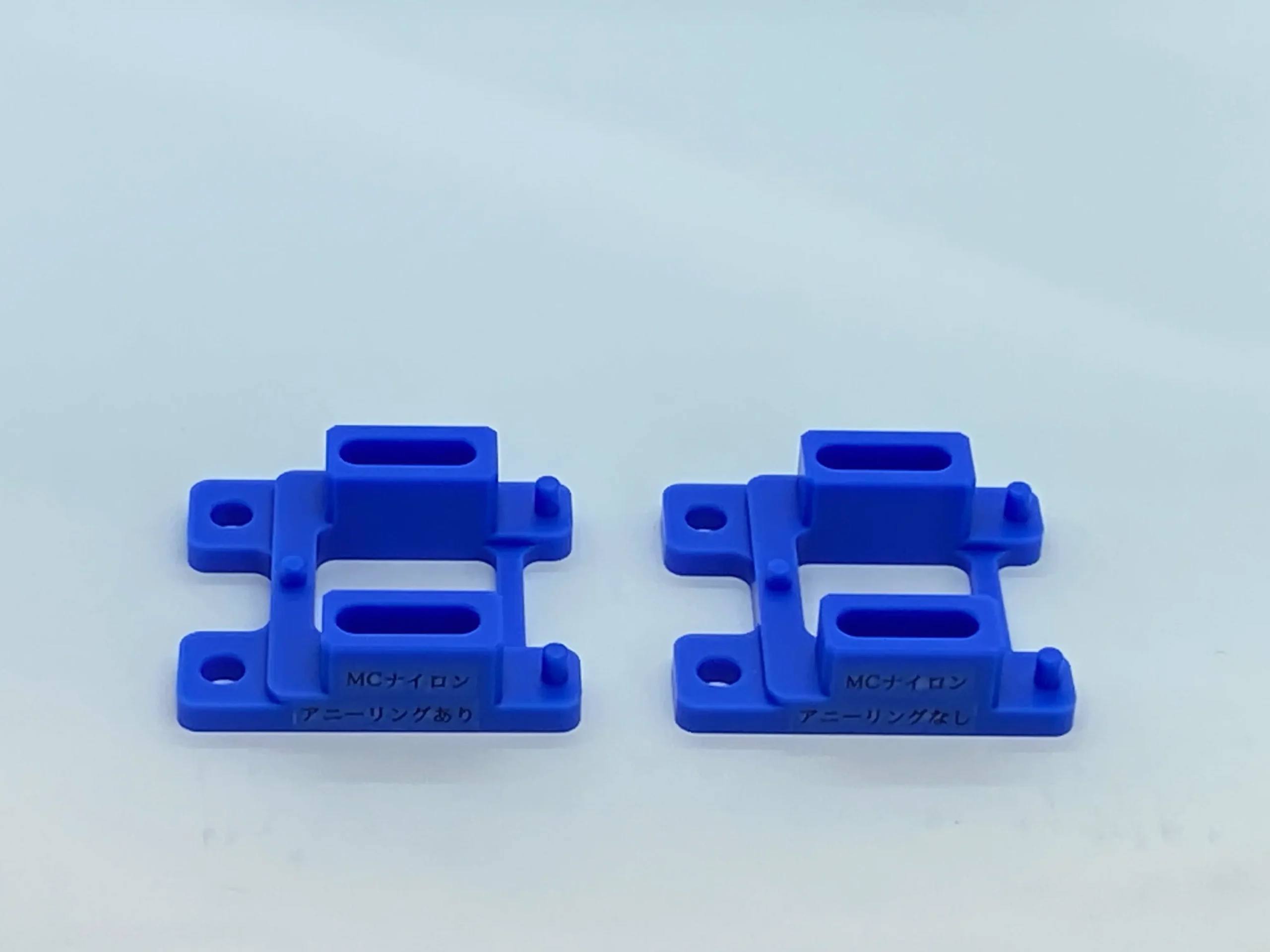
材質:MCナイロン
検証結果:効果あり
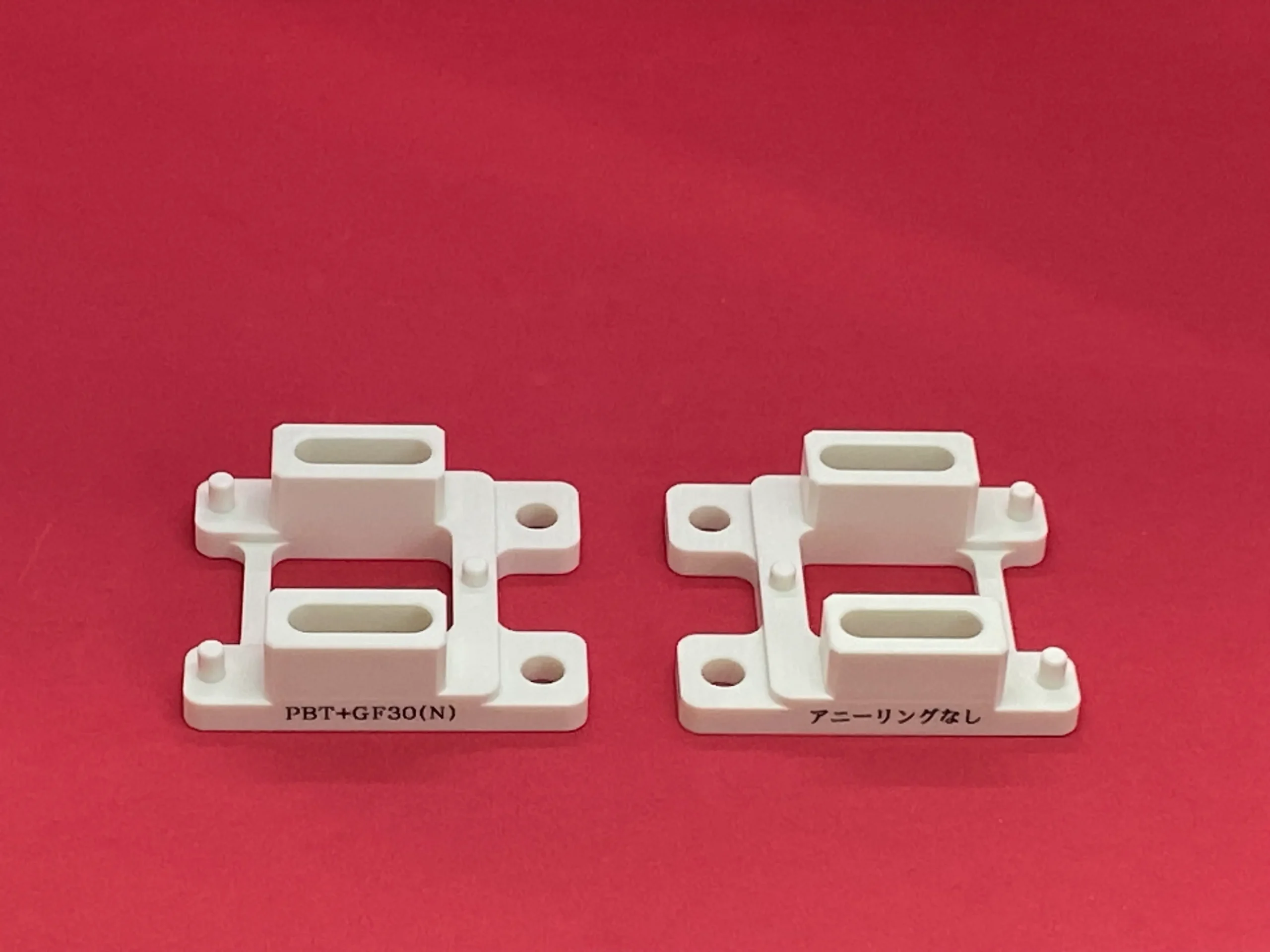
材質:PBT+GF30(N)
検証結果:多少反りはあるが効果あり
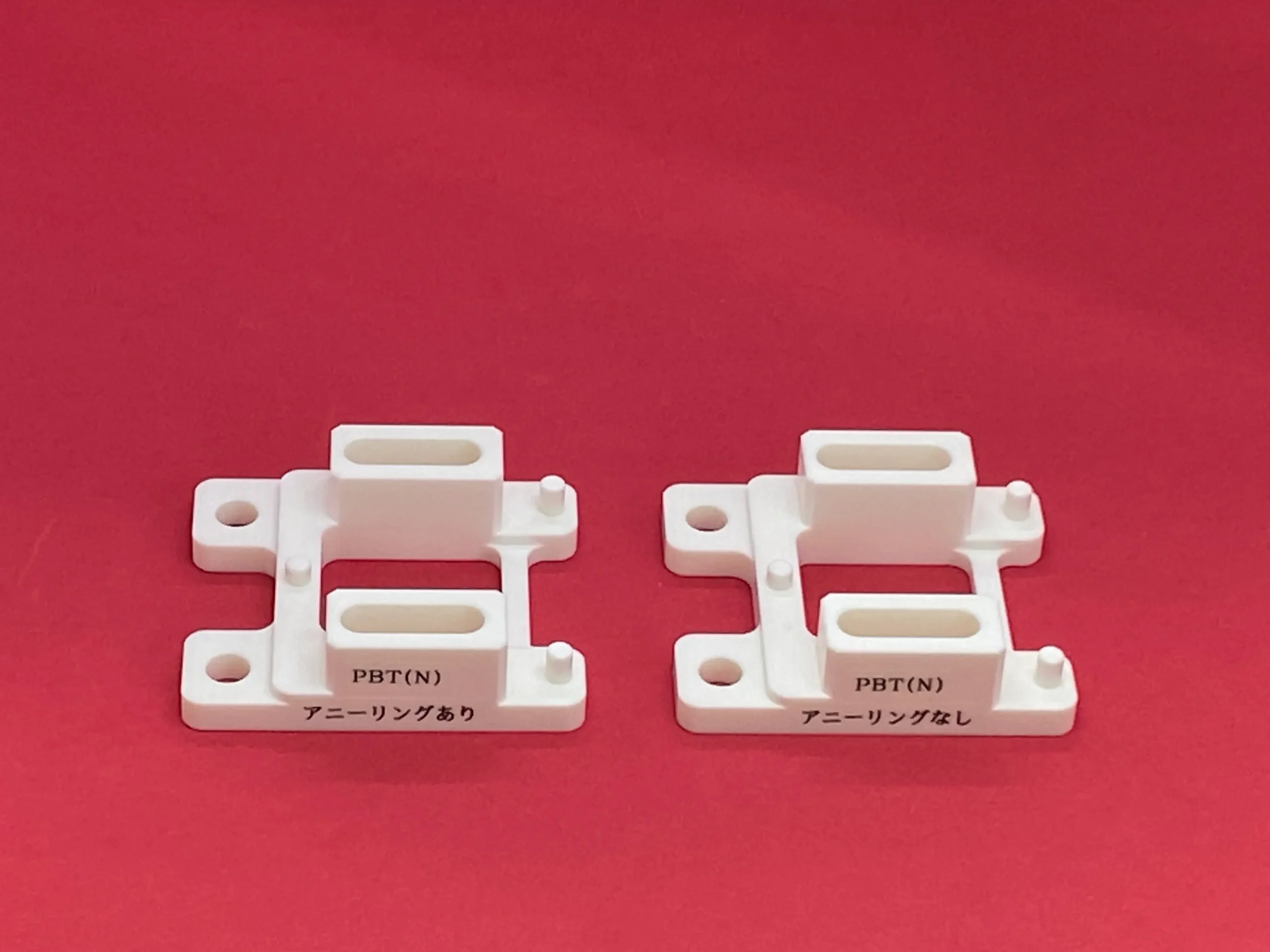
材質:PBT(N)
検証結果:変化は見られず
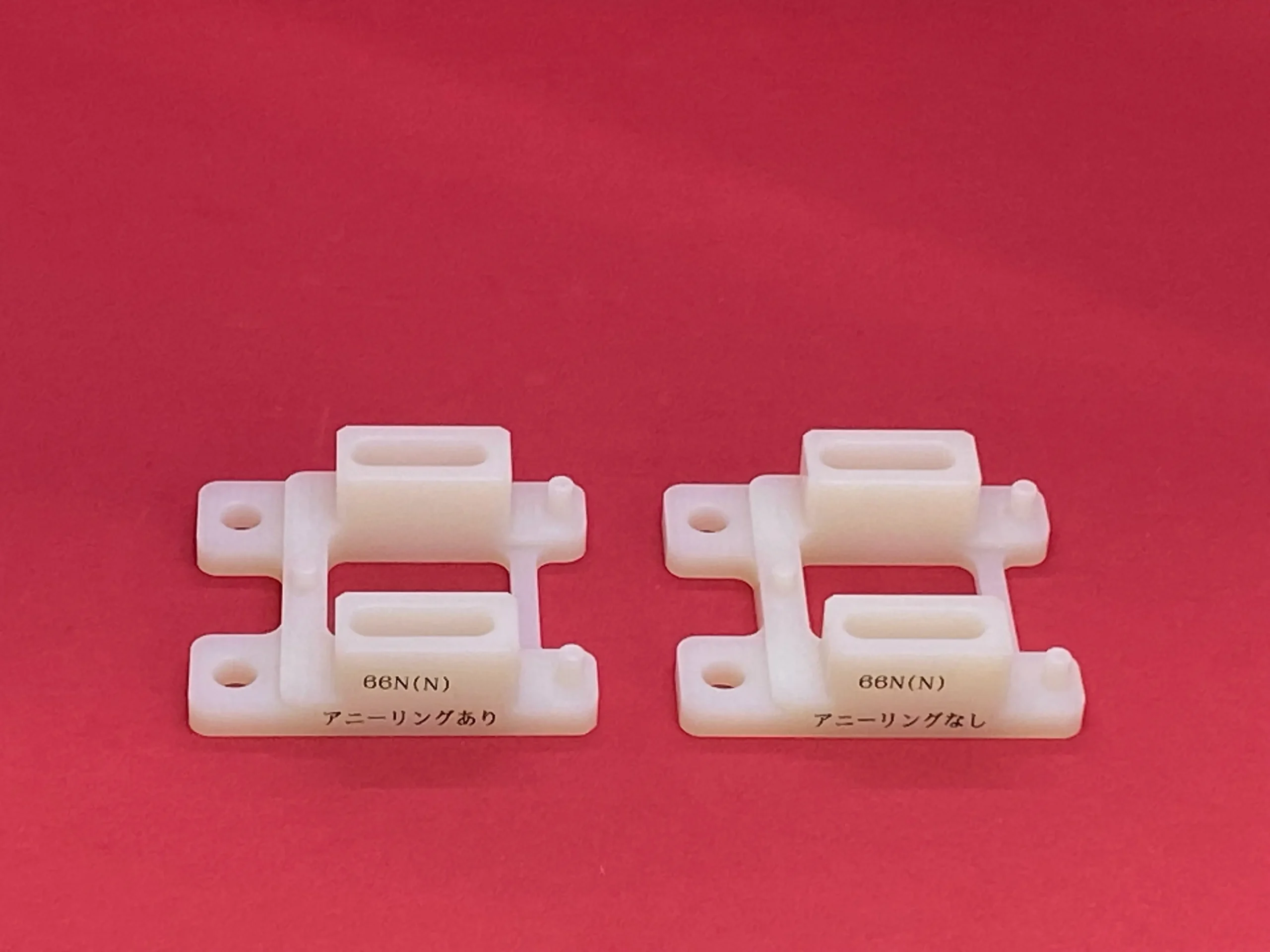
材質:66N(N)
検証結果:変化は見られず
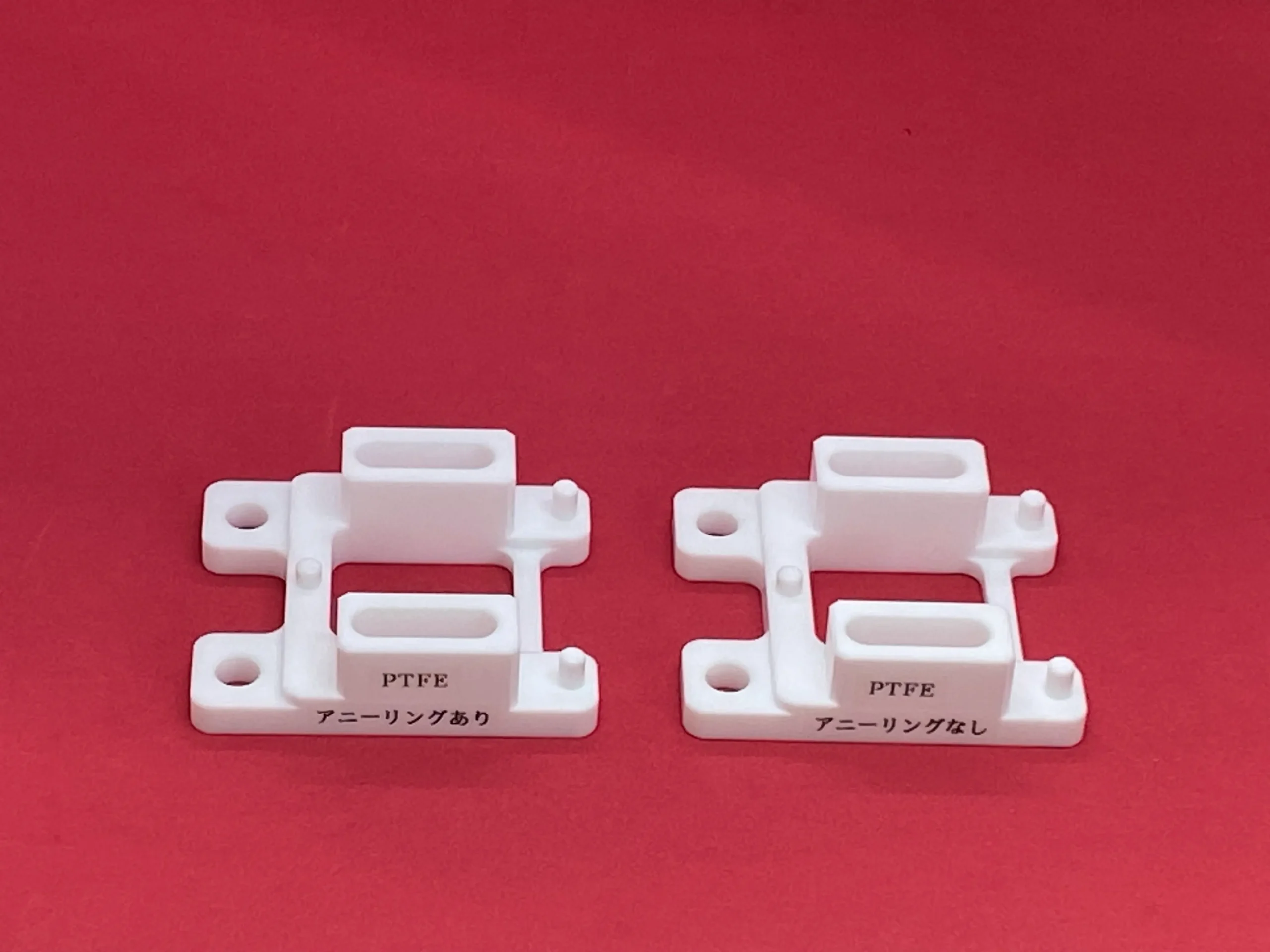
材質:PTFE
検証結果:変化は見られず
検証結果(MCナイロン)について
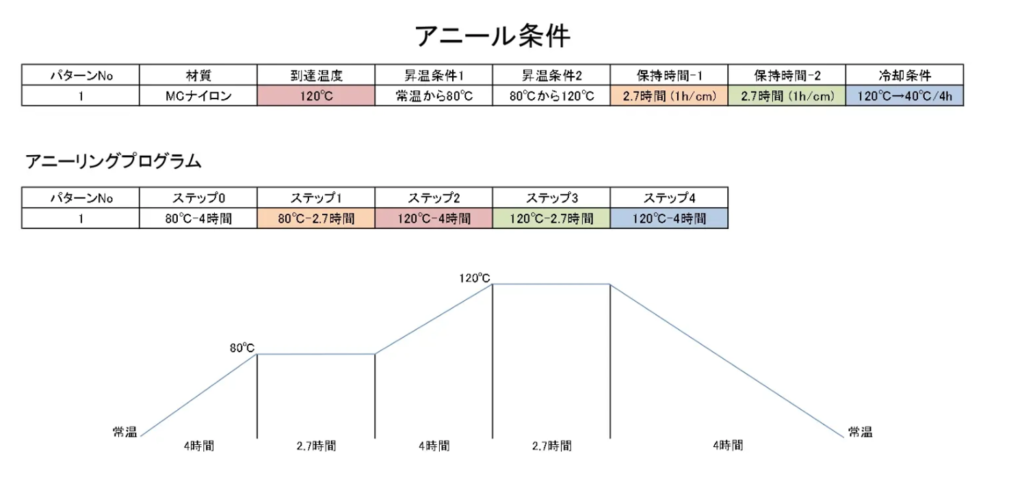
保温時間は別紙により板厚10mmにつき1時間を参考に計算
冷却時間は自然冷却のため、季節、外気温により前後します
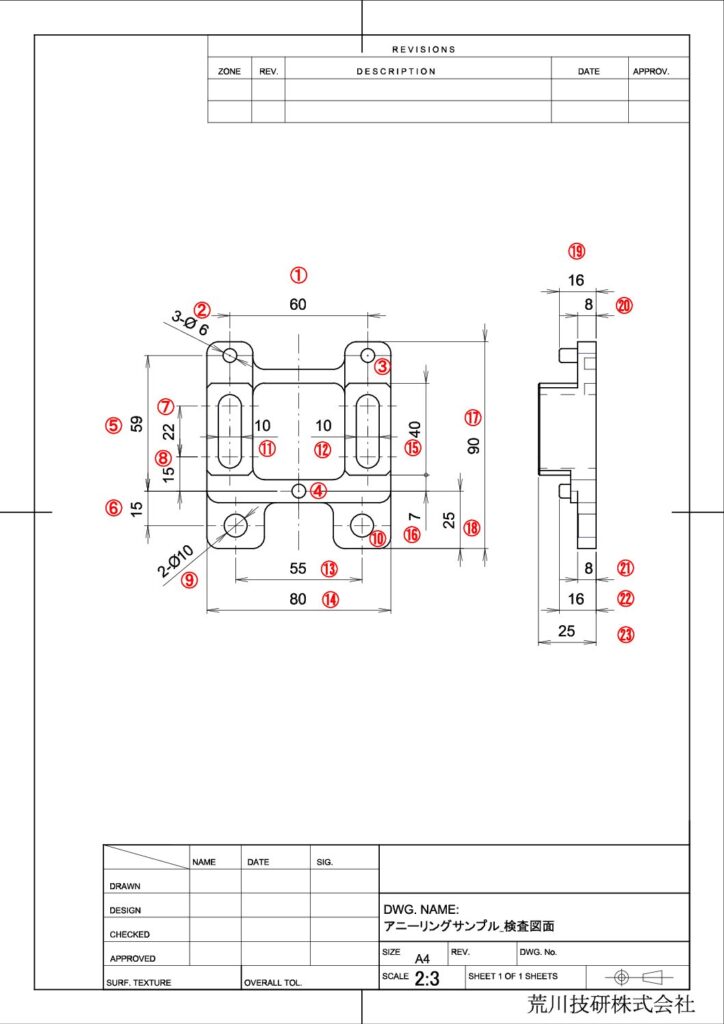
加工図面
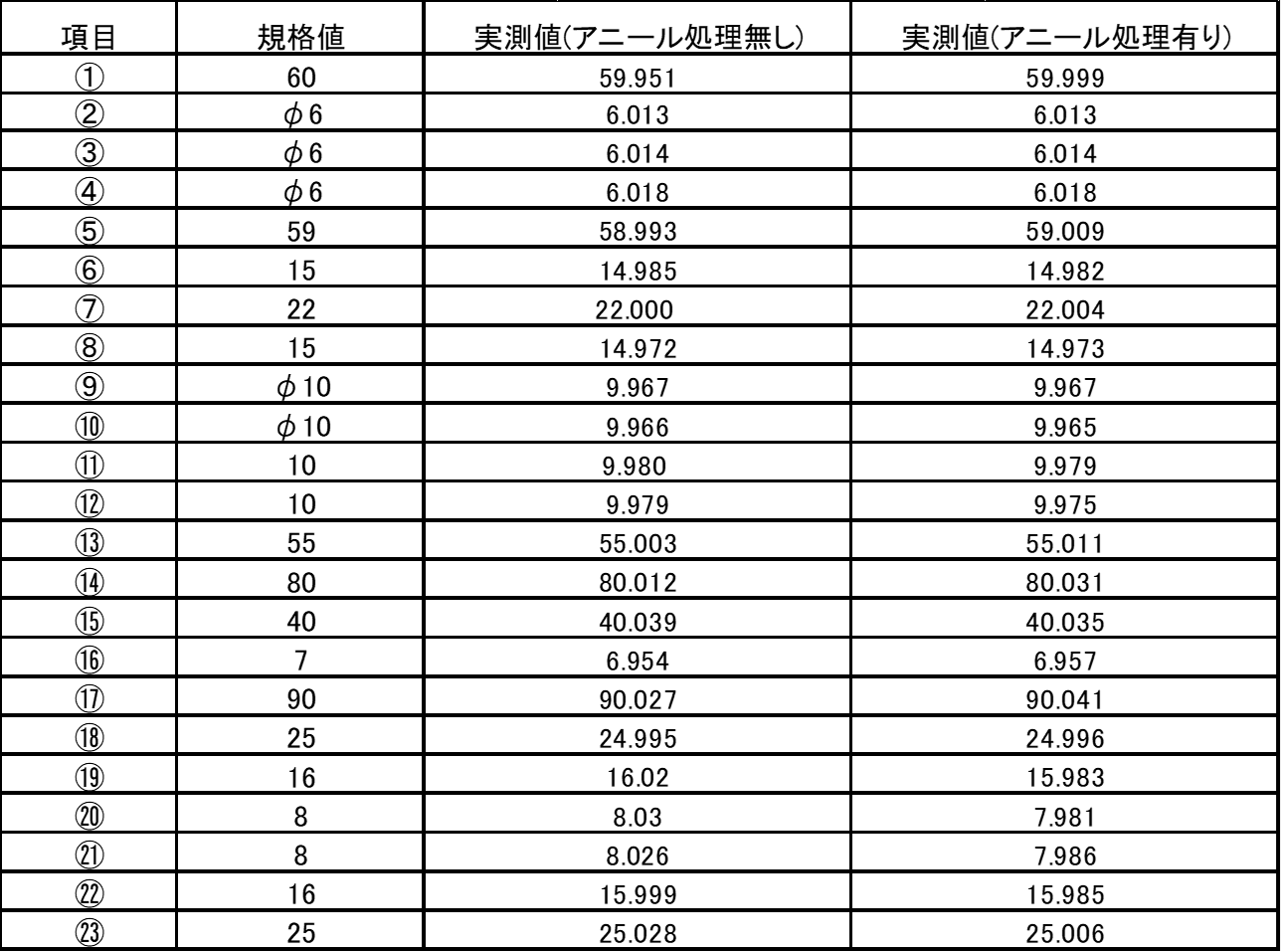
検査表
※上記におきましては、弊社が考案しましたサンプル品を元にテストを行った結果となっておりますので 、形状、材質、材料メーカー様によりアニールの効果が必ずしも同様の結果になるとは限りませんのでご了承下さい。
※アニール処理のお引き受けにつきましても可能(実費となります。)となっておりますので お気軽にお問い合わせください。