
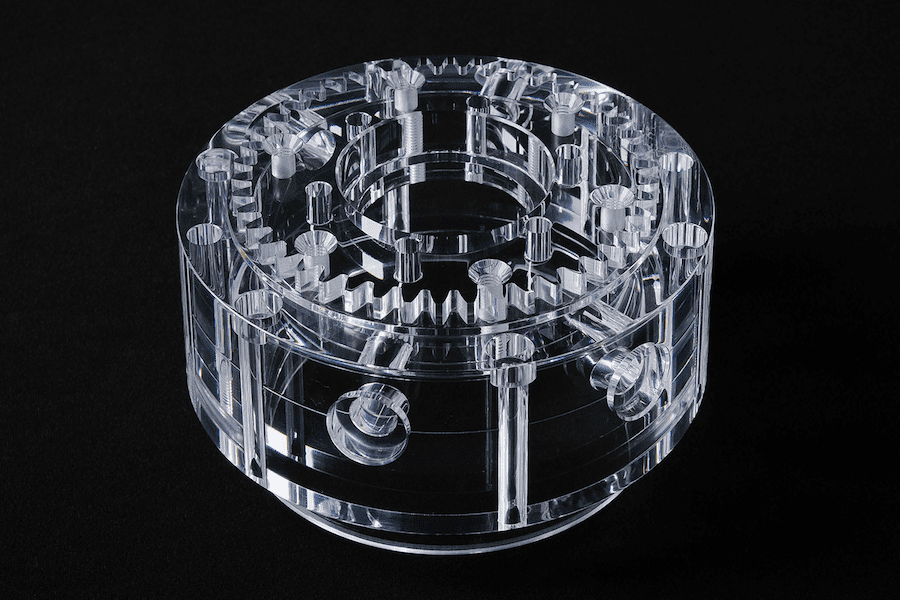
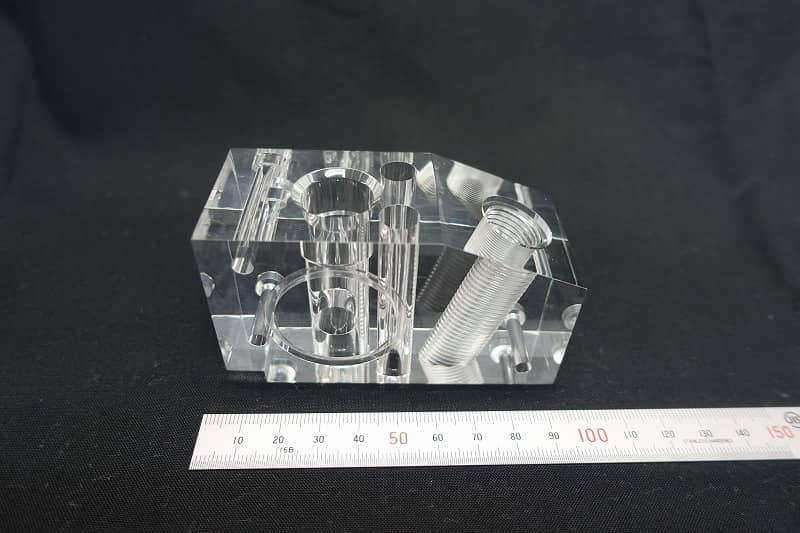
荒川技研はアクリル(PMMA)の切削加工を得意とし、透明度を目的とした加工にも対応しています。可視化モデル・展示会モデルなど、透明性が求められる試作の実績を多数保有。アクリル樹脂そのものの特性や種類についてはアクリル樹脂とは?5種類の違いと用途をご参照ください。
しかし、一言でアクリルと言っても、製造方法(押出・キャスト)による違いや、用途に応じた最適な加工方法は多岐にわたります。設計や加工を行う上で、それぞれの特性を理解しておくことは非常に重要です。
本記事では、アクリルの基本的な特徴から、押出材とキャスト材の違い、切削や成形といった加工方法の種類までを網羅的に解説します。また、透明度を数値化して保証する荒川技研ならではの品質管理についても触れています。
荒川技研の得意加工材質:アクリル(PMMA)
荒川技研ではアクリルの切削加工はもちろん透明度を目的として加工が可能です。
このページではアクリル(PMMA)の加工方法などについて紹介しています。

アクリルの特徴と加工方法|透明度を高くするには?
アクリルとは
アクリルは正式名称が「ポリメチルメタクリレート」と呼ばれる熱可塑性樹脂です。「PMMA」と表記される場合もあります。
アクリルは透明性が非常に高い素材です。光透過率は94%とガラスの90%前後よりも高くなっています。ガラスのような外観から「有機ガラス」と呼ばれることもあります。透明度が高いだけでなく耐候性も高いので、太陽光や風雨などにさらされる屋外での使用もできる素材です。
また、耐衝撃性にも優れており、衝撃が加わる場所でも使用しやすくなっています。水族館の水槽ガラスに利用されていることからもその安全性の高さがわかるでしょう。ちなみに水族館の大水槽では厚さ60cmものアクリルを使用しています。厚さ60cmでも良好な視界を得られるほどの透明度を持っていますが、その高い透明度を実現するには表面の仕上げを丁寧にする必要があります。
アクリルは加工性にもとても優れており、切断、切削、磨き、成形、曲げなどの加工に対応しています。
アクリルの材料
一般的に流通しているアクリルの材料は下記2つの手法のいずれかで製造されたものです。
- 押出
- キャスト
射出成形などの加工ではペレット材を使用しますが、切断や切削では押出やキャストで作られた材料を使用します。それぞれの特徴について見ていきましょう。
押出
押出では、加熱し溶かしたアクリルを材料の断面形状をした金型に押し込んで成形する手法です。棒材やパイプ形状などの長尺材料を作成できますが、断面形状は20mm程度のものが限界とされています。
押出の材料は、後述のキャストと比べると切削加工しにくい特徴があります。切削の難しさはあるものの、価格が安く、長尺の材料を作りやすい点から、旋盤加工などでは押出で作られた材料がよく使われます。
キャスト
キャストは加熱し溶かしたアクリルを型に流しこんで材料を作る手法です。
押出よりも硬度が高くなりやすく、反りが出にくい特徴があります。切削加工に向いた材料です。厚みにはばらつきがでるものの、大きな材料を加工出ますが、押出材に比べて高価となっています。
アクリルの加工方法
アクリルは加工性に優れており下記のように様々な方法で加工ができます。
- 切断
- 切削
- 磨き
- 成形
- 曲げ
1.切断
アクリルの切断加工には下記の2種類の方法があります。
- 刃物を使った方法
- レーザーを使った方法
2種類の方法があります。
刃物を使った切断では、まっすぐに切断することしかできませんが、厚みを問わず切断できます。一方でレーザーによる切断では、複雑な形状であっても切断できるため、文字の形にアクリル板をくり抜きたいときなどに有効です。ただし、レーザーの場合は、厚みがあると周りが溶けてしまうため、レーザーで加工でき板厚は数ミリ程度と考えておくといいでしょう。また、基本的には板状の材料以外は切断できません。加工コストは刃物を使った切断のほうが安いです。
2.切削
アクリルは旋盤やCNC旋盤、フライス盤やマシニングセンタなどといった工作機械で、刃物を使った切削加工が可能です。円柱状の加工では旋盤、それ以外の形状ではフライス盤で加工するのが一般的です。
切削でアクリルを加工する場合、透明性が求められるため、他のプラスチック材料よりも高いレベルで切削痕やバリ、傷などがないことを要求されます。なぜなら、切削の段階で表面に凹凸が大きすぎると、次の磨き工程で透明度を高めることが困難になってしまうからです。
3.磨き
透明度を高めるには、切削加工や切断加工の後に磨いて仕上げるのが一般的とされています。
磨きの工程には、ペーパーやコンパウンドなどがあります。
ペーパーは紙やすりのようなものを指します。一般的なのは#600~#2500程度のペーパーで表面を研磨し、ツールのあとをならして滑らかにします。ペーパーだけでは透明度が高いと言える状態まで磨けないため、ペーパーでの加工のあとにコンパウンドなどを使ってバフがけなどを行い、さらに細かいレベルまで磨き上げて透明度を高めます。
4.成形
アクリルは熱可塑性樹脂のため、加熱して溶融や軟化させてから成形することができます。射出成形、真空成形、ブロー成形などの加工が可能です。
いずれの成形加工でも金型を作成する必要があり、イニシャルコストが高くなってしまいますが、同じ製品を量産する場合の加工単価が安くなります。このような理由から、成形加工は量産加工でよく使われます。
完全にアクリルを溶かしてから成形する射出成形などでは、ボイド(製品内部に入る気泡のこと)が発生する場合があります。ボイドが発生すると外観に悪影響を及ぼすため、大抵の場合で不良品となってしまいます。そのためアクリルの成形では、加工条件や金型設計の技術力ものを言います。
5.曲げ
アクリルの板材や棒材は曲げることができます。常温ではそのまま曲げてしまうと割れてしまうため、ヒーターなどで熱を加えて曲げ加工を行います。90度などの角度に曲げる場合は、金型を使って曲げる場合が多いですが、緩やかなRに曲げる場合は手作業で行う場合も多くあります。
アクリルに加える熱が高すぎると、表面に曇りが発生したり、表面が荒れてしまったりする上、材料の厚みなどや材料メーカーによっても適温が変わってくるため、アクリルの曲げ加工には高い技術力が必要です。
アクリルの透明度をさらに高くするには?
アクリルの透明度をさらに高くするには、通常の磨き工程では磨けない部分を磨くのが効果的です。荒川技研ではそのような製品の仕上げのために「エアロラップ」を導入しています。
エアロラップは「湿式研磨材」を噴射し磨く手法のことです。手磨きでは届かないような穴の内部やスリット部分も研磨することが可能です。エアロラップだけでも研磨は可能ですが、手磨きも併用するとさらに高い透明度が実現できます。
また、磨き終わった製品の透明度を測定できる「ヘーズメーター」も導入しているため、数値で透明度を評価することが可能になりました。透明度が高いアクリル製品を加工するのであれば、ぜひ荒川技研へご依頼ください。
関連記事: 樹脂加工方法の種類とは? 切削加工と成形加工それぞれの長所と短所
