
製品開発や設計の現場において、このような「プラスチックの寸法変化」に関するお悩みを抱えるエンジニアの方は非常に多くいらっしゃいます。金属部品と同じ感覚で公差を設定してしまうと、思わぬトラブルを招くのが樹脂(プラスチック)の特徴です。
プラスチックは金属に比べて軽く、加工性に優れ、コストダウンにも寄与する素晴らしい素材ですが、温度や湿度といった環境変化の影響を受けやすいという性質を持っています。そのため、寸法精度が厳しく要求される試作や部品開発においては、寸法変化のメカニズムを正しく理解し、目的に応じた適切な材質選定と加工技術が不可欠となります。
本記事では、プラスチックが寸法変化を起こす主な要因から設計時の対策、そして高精度な加工を実現するソリューションまでを徹底解説します。
- 原因プラスチックの寸法変化の主な要因は「熱・吸水・残留応力」の3つ
- 対策環境や用途に合わせて「何を一番重視するか」で適切な樹脂材質を選定する
- 解決難削材の公差実現や、最短1日からの高精度試作は荒川技研へ
プラスチック寸法変化の主な要因
プラスチックの寸法が設計値からズレてしまう現象には、明確な科学的理由が存在します。金属の公差感覚が通用しない背景には、樹脂ならではの物性が大きく関わっています。ここでは、寸法変化を引き起こす3つの主要なメカニズムについて解説します。
温度変化による熱膨張と収縮
プラスチックは金属と比較して「線膨張係数(温度が1℃上昇したときの長さの変化率)」が非常に大きい素材です。種類にもよりますが、一般的な金属の数倍から10倍程度も熱で膨張・収縮しやすい性質を持っています。
例えば、夏場の高温な倉庫に保管していた部品を、空調の効いた冷涼な組み立てラインに持ち込んだだけでも、収縮によって寸法が変わってしまうことがあります。
特にエンジン周辺や加熱される装置内で使用される部品の場合、この熱膨張をあらかじめ計算に入れた設計が不可欠です。
吸水・乾燥による体積変化
樹脂の中には、空気中の水分を吸収しやすい性質(吸水性)を持つものがあります。代表的なものとしてポリアミド(ナイロン系)などが挙げられます。
これらのプラスチックは、湿度が高い環境下では水分を吸って膨張し、逆に乾燥した環境では水分を放出して収縮します。
寸法変化だけでなく、吸水によって機械的強度や電気的特性が低下する素材もあるため、使用される環境の湿度条件を考慮することが重要です。
残留応力による変形・歪み
残留応力とは、プラスチックを成形したり切削加工したりする際に、材料の内部に蓄積される「見えない力(ストレス)」のことです。射出成形時の不均一な冷却や、切削加工時の刃物の圧力などによって発生します。
加工直後は図面通りの寸法が出ていても、時間が経過したり、熱が加わったりすることでこの内部ストレスが解放され、結果として「反り」や「歪み」といった寸法変化となって現れるのです。これを防ぐためには、加工前に熱処理(アニール処理)を行って応力を除去するなどの対策が取られます。

荒川技研の加工ソリューション
寸法精度が厳しく求められる製品開発において、「どこに試作を依頼するか」はプロジェクトの成否を分ける重要な要素です。私たち荒川技研株式会社は、自動車、
医療機器、半導体関連など、高度な信頼性が要求される最先端のR&D(研究開発)現場において、お客様の開発プロジェクトを強力にサポートいたします。
難削材・エンプラの精密切削
プラスチックの寸法変化を抑えるためには、スーパーエンジニアリングプラスチック(PEEK、PEIなど)をはじめとする高機能材の選定が有効ですが、これらは非常に加工が難しい「難削材」でもあります。材料費も高価なため、加工ミスは許されません。
荒川技研では、多岐にわたる材料特性を熟知し、それぞれの素材に最適な切削条件(送り速度、回転数、刃物選定など)を導き出すノウハウを蓄積しています。過去の事例では、加工難易度の高い難削材においてもPEEK材を用いてH7公差をクリアしたといった厳しいH公差を実現し、お客様のシビアな機能検証に貢献しています。
金型不要!最短1日からの試作対応
金型を製作する射出成形では、初期費用(イニシャルコスト)が膨大になり、完成までのリードタイムも長くなります。当社のコア技術である「マシニングセンタを
用いた高精度な樹脂切削加工」であれば、金型は一切不要です。
3Dデータ等を頂いてから、最短1日でのスピード納品も可能であり、開発サイクルの短期化に直結します。
また、光造形(3Dプリンター)とは異なり、ABS、PC、POMといったブロック材から削り出すため、耐熱性や強度検証において極めて信頼性の高いデータを得ることができます。1個から50個程度の小ロット生産に最適化された体制で、お客様の柔軟な試作ニーズにお応えします。
プラスチックと金属の公差の違い
部品設計において「公差(許容される寸法のばらつき)」の設定は必須ですが、ここで多くのエンジニアが直面するのが「金属部品と同じ感覚で樹脂部品の公差を指定して失敗する」という落とし穴です。両者の特性の違いを正しく理解することが、トラブル回避の第一歩となります。
樹脂の公差設計が難しい理由
プラスチックは金属に比べて非常に柔らかく(弾性率が低く)、前述の通り温度変化による膨張・収縮(線膨張係数)が圧倒的に大きい素材です。そのため、
加工機から外した直後、検査室での測定時、そして実際の使用環境において、それぞれ寸法が微小に変化してしまいます。
また、ノギスやマイクロメーターで測定する際、測定器具を押し当てる「測定圧」だけでもプラスチックは容易に変形します。「誰が、どの温度の部屋で、どのくらいの力で測るか」によって測定値がばらつくため、100分の1ミリ(0.01mm)単位のシビアな公差を、常に同じ状態で保証することが金属よりもはるかに困難なのです。
金属の公差感覚が通用しない背景
JIS規格における一般的な「普通公差」も、金属とプラスチックでは基準となる数値が異なり、プラスチックの方が許容差(ズレて良い範囲)が大きく設定されています。
金属加工の現場では、「±0.01mm」といった厳しい精度指定が日常的に行われています。しかし、これをそのまま図面上のプラスチック部品に適用してしまうと、
加工業者は「図面通りに完璧に削ったのに、翌日には環境変化で公差から外れてしまい納品できない(すべてNG品になってしまう)」という事態に陥ります。
プラスチック部品の図面を描く際は、金属の常識を一度リセットする必要があります。「その部品が組み込まれる実際の環境(温度・湿度)」と「本当に必要な機能
(滑らかに動くことか、しっかり固定されることか)」を考慮し、現実的に達成可能で機能を満たす「適切な公差」を設定することが重要です。むやみに厳しい公差を要求することは、加工コストの増大や納期の遅延を招く原因となってしまいます。
寸法変化を防ぐ!設計・材料の対策
プラスチックの寸法変化を完全にゼロにすることは物理的に不可能ですが、設計段階での工夫と適切な材料選定により、実用上問題のないレベルまで抑え込むことは
十分に可能です。ここでは、寸法精度を安定させるための具体的なアプローチを解説します。
プラスチック部品の寸法安定性は、「材料選定」「残留応力対策」「使用環境」の3要素で大きく左右されます。
下図は、実際の設計現場で重要となる寸法変化対策の考え方をまとめたものです。
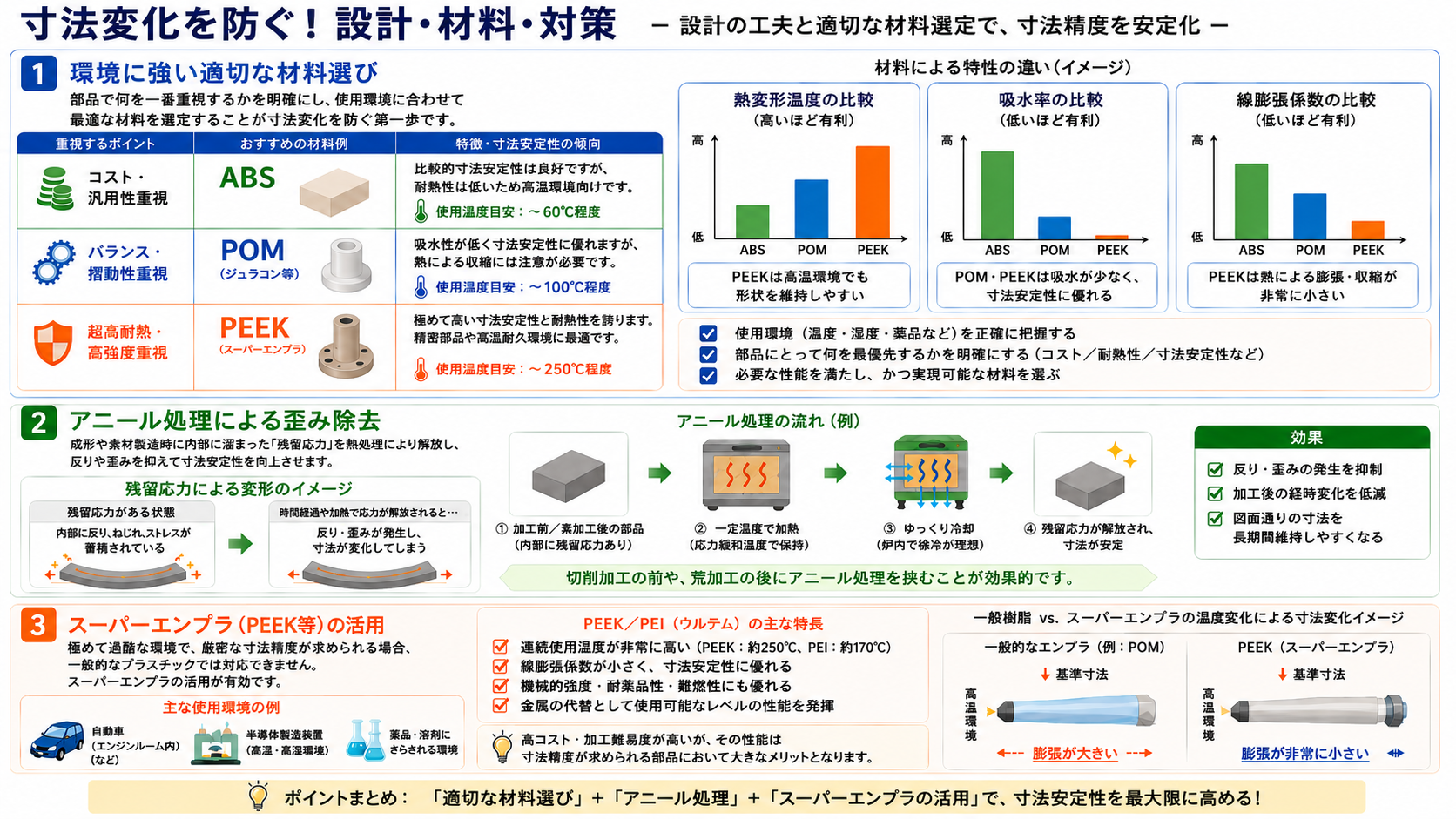
環境に強い適切な材料選び
試作や部品開発において最も重要なのは、「その部品において何を一番重視するかによって材質選定が変わってくる」という点です。コストを抑えたいのか、耐熱性が必要なのか、あるいは吸水性の低さ(湿気への強さ)が必須なのか。使用される環境(温度、湿度、薬品の有無など)を正確に把握し、優先順位をつけることが
寸法変化を防ぐ第一歩となります。
| 重視するポイント | おすすめの材質例 | 特徴・寸法安定性の傾向 |
|---|---|---|
| コスト・汎用性重視 | ABS | 比較的寸法安定性は良好ですが、耐熱性は低いため常温環境向けです。 |
| バランス・摺動性重視 | POM(ジュラコン等) | 吸水性が低く寸法安定性に優れますが、熱による収縮には注意が必要です。 |
| 超高耐熱・高強度重視 | PEEK(スーパーエンプラ) | 極めて高い寸法安定性と耐熱性を誇りますが、材料費が高価で加工が難しくなります。 |
アニール処理による歪み除去
アニール処理(焼鈍し)とは、樹脂を一定の温度で加熱し、ゆっくりと冷却する熱処理のことです。
材料選びと並んで重要なのが、加工工程におけるアニール処理です。成形時や素材の製造時に内部に溜まった「残留応力(見えないストレス)」を、この熱処理によって意図的に解放します。
切削加工の前や、大まかに削る荒加工の後にアニール処理を挟むことで、加工後の経時変化や熱による「反り」「歪み」を劇的に抑え、図面通りの寸法を長期間維持しやすくなります。
スーパーエンプラ(PEEK等)の活用
自動車のエンジンルーム内や半導体製造装置など、極めて過酷な温度環境・薬品環境下で厳密な寸法精度が求められる場合、
一般的なプラスチックでは対応できません。このようなケースでは、「スーパーエンジニアリングプラスチック(スーパーエンプラ)」の活用が必須となります。
代表格であるPEEK(ポリエーテルエーテルケトン)やPEI(ウルテム)は、連続して使用できる温度が非常に高く、熱膨張も少ないため、
金属の代替として機能するほどの寸法安定性を発揮します。
寸法精度が求められる試作加工事例
プラスチックの性質を理解し、適切な材質を選定しても、それを図面通りの寸法に削り出す「加工技術」が伴わなければ意味がありません。
ここでは、荒川技研が実際に高い寸法精度要求にお応えした試作加工の事例をご紹介します。
高精度な樹脂切削加工の強み
当社の最大の強みは、マシニングセンタを駆使した「高精度な樹脂切削」です。金型を使用する射出成形品とは異なり、ブロック状の樹脂素材から直接削り出すため、初期段階での寸法出しを緻密にコントロールしやすいというメリットがあります。
長年の経験を積んだ技術者が、その日の気温や湿度、使用する樹脂の特性(熱の持ちやすさ、変形のしやすさ、刃物の入り方)を総合的に判断し、最適なツールと切削スピードを選択することで、樹脂が持つ限界ギリギリの精度を引き出しています。
実際のトラブル解決事例(難削材での公差実現)
設計者の方から、「どうしてもこの難削材を使って、シビアな公差をクリアしてほしい」という切実なご相談をいただくケースが多々あります。スーパーエンプラなどの難削材は、少しでも加工条件を誤ると、熱で溶けたり、刃物が逃げてしまったりと、寸法を安定させることが極めて困難な素材です。
過去の実績として、事前の綿密な加工プログラムの調整と、適切なアニール処理を組み合わせることで、工難易度が非常に高い難削材でありながら車輌、複合機などのハイレベルな樹脂部品の公差再現をしております。
これにより、お客様のプロジェクトにおける重要な機能検証をスケジュール通りにクリアすることができ、大変高い評価をいただいております。素材のポテンシャルを最大限に引き出す加工力こそが、私たちの誇りです。