
「エンジンオイルが高温になった時の流れを目視で確認したい」
「滅菌処理(オートクレーブ)に耐えられる透明な医療機器パーツを作りたい」
製品開発の現場において、内部の流体挙動や機構の動きを確認する「可視化(Visualization)」のニーズは年々高まっています。通常、透明な試作モデルといえば「アクリル(PMMA)」が一般的ですが、アクリルの耐熱温度は約80℃前後。高温環境下の実験では、変形や白濁のリスクがあり使用できません。
そこで活躍するのが、熱に強くかつ中身が見える「耐熱透明樹脂」です。
代表的な耐熱透明樹脂には、120℃までの環境に適したポリカーボネート(PC)、170℃付近まで耐えうるポリエーテルイミド(PEI)、さらに高温や蒸気滅菌に対応したポリフェニレンサルホン(PPSU)などがあります。
本記事では、プラスチック試作の専門家である荒川技研(栃木県)が、これら素材の選び方と、それらを「実験に使えるレベルまで透明にする」ための加工技術について解説します。
- 素材選定120℃まではPC、170℃付近ならPEIなど温度域で使い分ける
- 加工技術耐熱樹脂は硬く磨きにくいが、プロの研磨技術で透明化が可能
- 栃木・荒川技研切削+エアロラップ処理で、複雑な流路も歪みなく可視化
高温環境の「可視化」に!耐熱透明樹脂が選ばれる理由
製品開発において、CAE解析(シミュレーション)の精度は向上していますが、最終的には「実機での検証」が不可欠です。特に、熱がかかる環境下での流体解析や、摺動(しょうどう)部分の動きを確認する場合、金属部品の代わりに「透明な樹脂モデル」に置き換えて実験を行うケースが増えています。
「アクリルで作ったモデルで耐熱実験をしたら、熱で溶けて変形してしまい、正確なデータが取れなかった…」
このような失敗を防ぐためには、実験温度に耐えうるエンジニアリングプラスチック(エンプラ)やスーパーエンジニアリングプラスチックを選定する必要があります。
当社、荒川技研でも以下のようなご相談を頻繁にいただきます。
- 高熱攪拌槽(かくはんそう)の内部可視化: 高温で混ざり合う液体の様子を見たい。
- 高温薬液の流動確認: 特殊な薬剤が流れる配管内部の泡(キャビテーション)の発生状況を確認したい。
- 自動車の燃料フィルター: エンジンルーム内の熱環境に近い状態でガソリンの流れを見たい。


こうした高度な実験ニーズに応えるためには、単に「熱に強い」だけでなく、「中がクリアに見える(透明性)」を両立させる高度な加工技術が求められます。
参考記事:
耐熱樹脂とは?種類・温度別比較・用途別おすすめを徹底解説
【温度域別】最適な耐熱透明プラスチックの選び方
「耐熱樹脂」と一口に言っても、素材によって耐えられる限界温度や透明度は異なります。試作現場でよく使われる代表的な3つの透明素材(PC、PEI、PPSU)の耐熱温度と特徴の比較は以下の通りです。
| 素材名 | 耐熱温度の目安 | 透明性の特徴 | 主な用途 |
|---|---|---|---|
| PC(ポリカーボネート) | 〜120℃ | 無色透明(アクリルに近い) | 流体解析、カバー部品 |
| PEI(ウルテム) | 150℃〜170℃ | 琥珀色(半透明) | 耐熱実験、耐薬品部材 |
| PPSU(ポリフェニレンサルホン) | 180℃〜200℃ | 薄い琥珀色 | 滅菌医療機器、蒸気配管 |
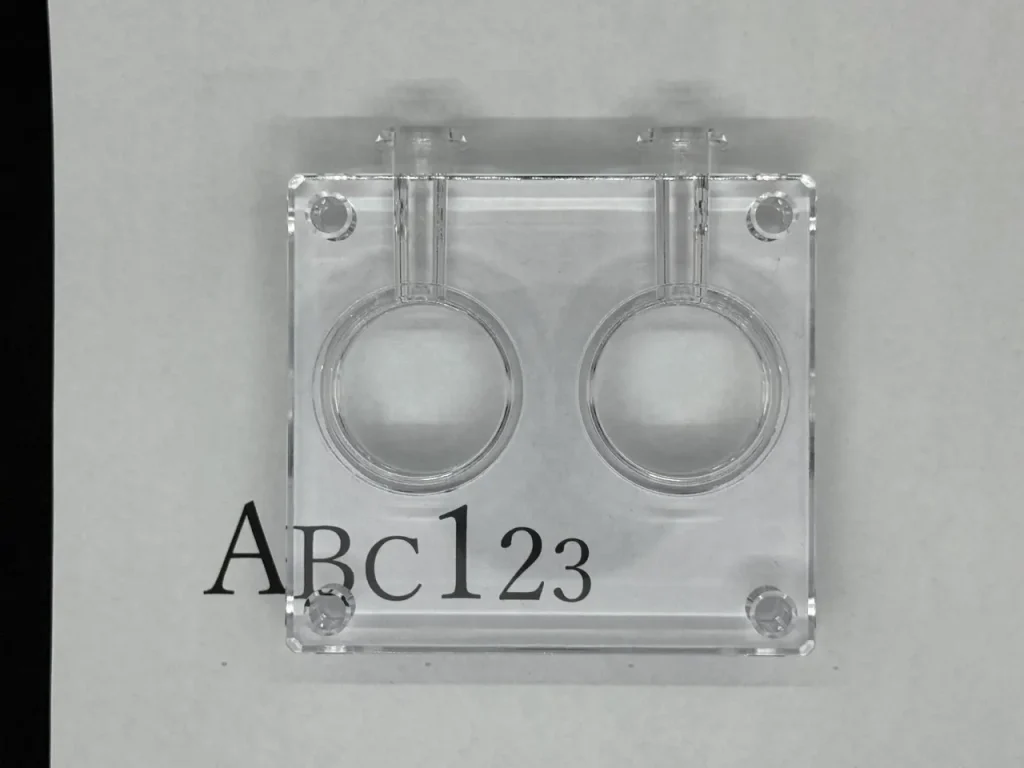
120℃前後まで:透明性と強度のバランスが良い「PC(ポリカーボネート)」
100℃〜120℃程度の環境であれば、まず候補に挙がるのがポリカーボネート(PC)です。
ポリカーボネート (PC) |耐熱目安:〜120℃
透明性と強度のバランスに優れたエンジニアリングプラスチックです。
耐熱温度:約120℃
透明性:無色透明(可視光透過率が高い)
主な用途:流体解析モデル、機械カバー、高圧条件下の実験
メリット:アクリルに次ぐ透明度があり、耐衝撃性が極めて高い。材料費が比較的安価。
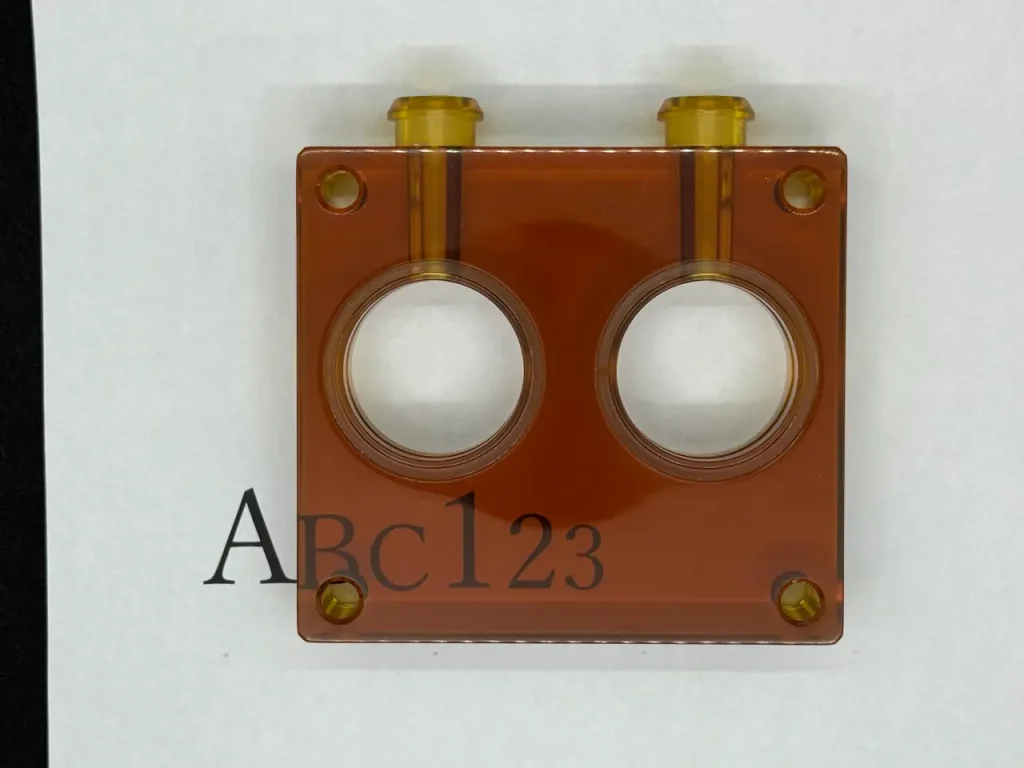
150℃〜170℃:琥珀色の高機能材「PEI(ウルテム)」
150℃を超える高温環境や、より高い強度が求められる場合には、スーパーエンジニアリングプラスチックの一つであるPEI(ポリエーテルイミド/商品名:ウルテム)が選ばれます。
ポリエーテルイミド (PEI / ウルテム) |耐熱目安:150℃〜170℃
高温環境や耐薬品性が求められる実験に適したスーパーエンジニアリングプラスチックです。
耐熱温度:連続使用温度 約170℃
透明性:琥珀色(アンバー)の半透明
主な用途:高温薬液の流動確認、自動車の燃料系部品、耐熱実験
メリット:高い機械的強度と難燃性を持つ。耐薬品性に優れる。
180℃〜:耐熱・耐加水分解性に優れた「PPSU」
さらに過酷な環境、特に蒸気滅菌などが繰り返される医療機器分野などで重宝されるのがPPSU(ポリフェニレンサルホン)です。
ポリフェニレンサルホン (PPSU) |耐熱目安:180℃〜200℃
蒸気滅菌や過酷な熱環境に耐えうる高機能樹脂です。
耐熱温度:約200℃(荷重たわみ温度)
透明性:薄い琥珀色
主な用途:滅菌処理が必要な医療機器、蒸気配管、食品製造設備
メリット:PEI以上の耐熱性を持ち、加水分解(スチーム)に強い。
【注意】アクリルや塩ビが高温環境でNGな理由
比較として、一般的な透明素材についても触れておきます。
- アクリル(PMMA): 透明度は最高ですが、連続使用温度は約80℃まで。100℃近い環境では軟化・変形が始まります。
- 塩ビ(PVC): 透明グレードもありますが、耐熱性は60〜70℃程度と低く、高温実験には不向きです。
「どの素材を選べばいいかわからない」という場合は、実験の温度条件(最高温度・持続時間)と流す流体の種類をお伝えいただければ、当社で最適な素材をご提案いたします。
素材選びだけでは不十分?「透明度」を決める加工技術
適切な耐熱樹脂を選んだとしても、それだけで「中が見えるモデル」ができるわけではありません。樹脂を切削(マシニング加工)した直後の状態は、刃物の跡(ツールマーク)で表面が白く曇っており、すりガラスのように不透明だからです。
特にPEI(ウルテム)やPPSUといったスーパーエンプラは、一般的なアクリルやポリカーボネートに比べて樹脂自体が非常に硬く、透明にするための「研磨(磨き)」工程に高い技術と労力を要します。
職人の手技と先端技術の融合
荒川技研では、この難易度の高い耐熱樹脂の透明化に対し、「熟練職人による手磨き」と「特殊研磨技術(エアロラップ)」を組み合わせることで、透明性を実現しています。
| 加工方法 | 特徴・メリット | 適した箇所 |
|---|---|---|
| 手磨き(バフ・コンパウンド) | 職人がサンドペーパーやコンパウンド(研磨剤)を使い、ミクロン単位で表面を仕上げます。PEIなどの硬い素材でも確実に艶を出します。 | 製品の外観面、アクセスしやすい平面や曲面 |
| エアロラップ(Aero Lap) | 研磨剤を含んだ特殊なメディア(粘弾性体)を空気圧で製品表面に滑らせ、均一に磨き上げます。 | 複雑な内部流路、微細な溝、手の届かない深穴 |
複雑形状もクリアに!「エアロラップ」の凄さ
特に流体解析モデルにおいて威力を発揮するのが「エアロラップ」です。手作業での研磨には、物理的に「手が届かない場所がある」「磨きすぎて寸法が変わってしまう(ダレる)」というリスクが付きまといます。
エアロラップ導入により、従来の工法では難しかった以下の課題を解決しました。
- 深穴・貫通穴の透明化: 刃物や指が入らないような細く深い穴の奥まで、メディアが入り込みピカピカに磨き上げます。
- 形状追従性と再現性: 面圧が一定であるため、複雑な3次元形状であっても、角を落とさずに(形状を維持したまま)全体を均一に透明にできます。
- 内部流路の可視化: 迷路のように入り組んだ管の内部もクリアになり、液体や気体の挙動を正確に観察できます。
栃木・荒川技研の「耐熱透明モデル」製作事例
実際に当社で製作した、耐熱樹脂を用いた可視化モデルの事例を一部ご紹介します。栃木県内外の自動車メーカー様、医療機器メーカー様など、精度と信頼性を重視する開発現場で採用されています。
自動車関連:燃料系機能部品の可視化
エンジンルーム内など高温環境下で使用される「燃料フィルター」等の機能部品を、PC(ポリカーボネート)を用いて製作しました。
- 目的: 実車に近い温度条件下でガソリンやオイルを流し、内部の流れや気泡(キャビテーション)の発生状況を目視確認する。
- ポイント: 複雑な流路形状を維持しつつ、カメラ撮影に耐えうる透明度を確保。
産業・分析機器:高温環境での挙動確認
「高熱攪拌槽(かくはんそう)」や「分析装置の透明カバー」などの製作事例がございます。
- 目的: 装置内部で高温の薬液がどのように混ざり合っているか、あるいは反応しているかを外部から安全に観察する。
- ポイント: 耐熱性だけでなく耐薬品性も求められるため、用途に応じて最適なスーパーエンプラを選定・加工。熱による変形やクラック(ひび割れ)を防ぎ、安全な実験をサポートしました。
1個から対応可能。耐熱樹脂の試作ならお任せください
耐熱透明樹脂を用いた可視化モデルは、材料選定の専門知識と、難削材を歪みなく磨き上げる高度な加工技術の両方が揃って初めて実現できるものです。
荒川技研株式会社(栃木県)では、長年にわたり自動車・医療・半導体業界の試作開発をサポートしてまいりました。
- 小ロット対応: 1個からの試作、数個〜数十個の小ロット生産に特化しています。
- 材料調達からワンストップ: 一般的なPCから、PEI、PPSUなどのスーパーエンプラまで、独自のルートで調達・加工いたします。
- 全国対応:宅配便にて日本全国へ迅速に納品可能です。
「この温度条件で使える透明素材はあるか?」「図面はないが、今の部品を透明化したい」といった技術的なご相談も大歓迎です。
高精度な可視化モデルで、御社の製品開発を加速させるお手伝いをさせていただきます。まずはお気軽にお問い合わせください。