
樹脂・プラスチック製品の図面において、機能性や意匠性を満たすための「面粗度(表面粗さ)」の設定は非常に重要です。
金属加工とは異なり、プラスチック特有の材料特性や加工方法(切削・成形)の違いを理解していないと、思い通りの表面状態が得られないことも少なくありません。
本記事では、Ra(算術平均高さ)・Ry(最大高さ)・Rz(10点平均高さ)といった基本的な指標の解説に加え、プラスチック加工における面粗度の適正な選び方を解説します。
また、切削加工時の刃物の選定や送り速度、成形加工時の金型仕上げや抜き勾配など、現場レベルで役立つ具体的な注意点についても詳しくご紹介します。
表面粗さ・面粗度とは?
POM切削加工品(ノズル先端部の測定結果)
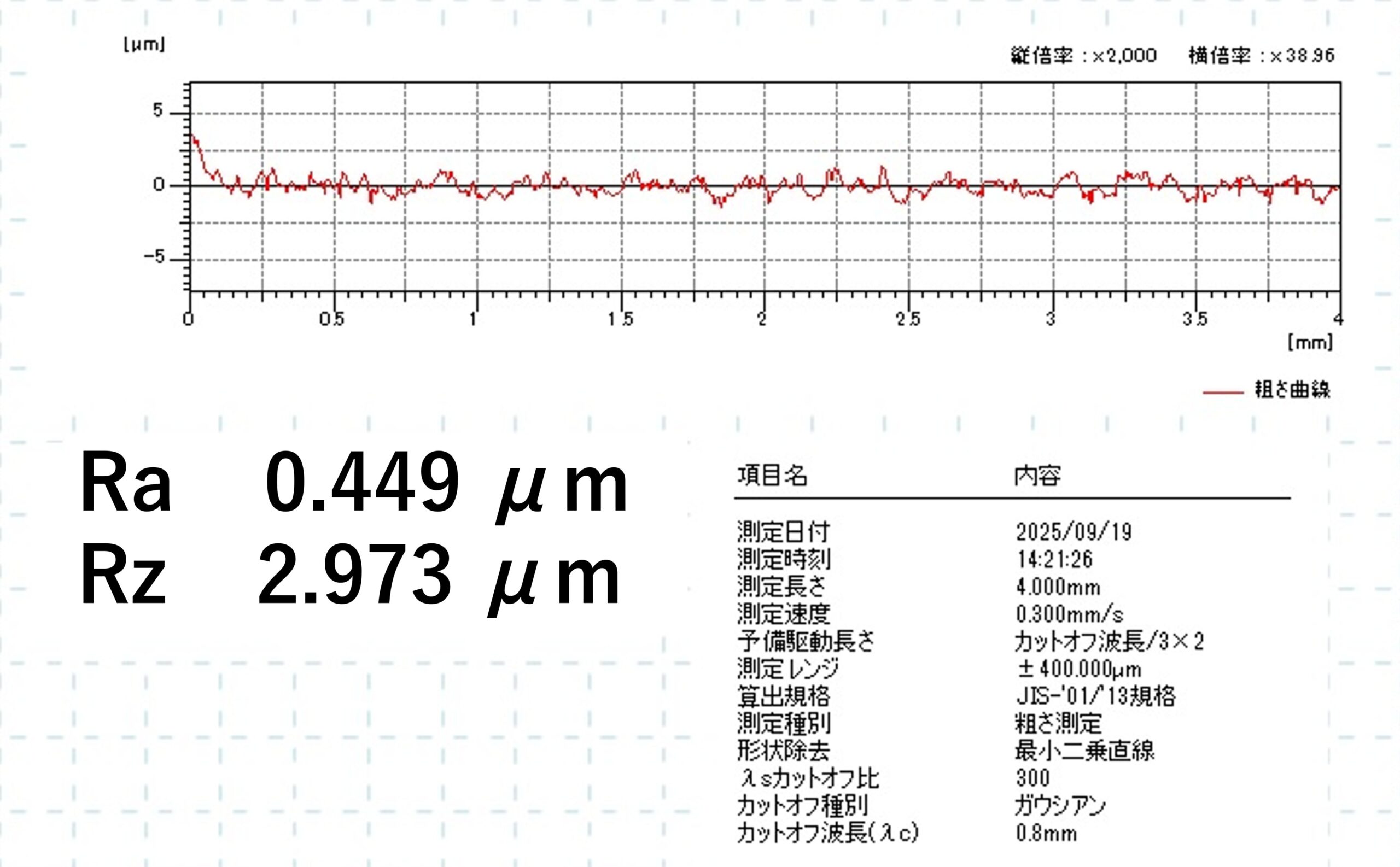
POM切削加工品(ノズル先端部の測定結果)
表面粗さや面粗度は、製品表面の滑らかさを示します。表面粗さがなめらかだと、艶のある状態になり、表面粗さが粗いと凸凹した状態になりザラザラとした質感がします。
表面粗さ・面粗度は、製品表面の凹凸の山と谷の深さの差を示す単位といえばわかりやすいでしょう。
面粗度は寸法などとは異なり、凹凸の大小やムラが含まれるため、その中のどの部分を基準にするかで、表記方法が異なってきます。
代表的なものは、下記の3つの表記方法です。
- Ra(算術平均高さ)
- Ry(最大高さ)
- Rz(10点平均高さ)
「Ra(算術平均高さ)」は、ある一定の基準の長さの凹凸を測定し、その範囲の凹凸を平均化したもので表面粗さを表します。ごく一部に入った傷などの影響を受けにくい評価方法のため、安定した評価が可能です。最も目にする機会が多い表記方法です。
「Ry(最大高さ)」は、Raと同じように基準長さの凹凸を測定し、その凹凸の中で最も高い山と最も深い谷の部分を抽出した表記方法です。
「Rz(10点平均高さ)」は、Raと同じように基準長さの凹凸を測定し、その凹凸の中で最も高い山5つと最も深い谷5つの差を抽出した表記方法となります。
現在では上記の3つがJIS規格で利用されているスタンダードな表面粗さのパラメーターとなっていますが、古い図面などでは旧JIS規格で利用されていた▽マークを使って示している場合があります。こちらは「▽▽▽▽」から「▽」の間で表記され、▽の数が多いほど面粗度が高い表記となります。業界によってはこちらのほうが利用されていることもあるので、こちらの表記方法も覚えておきたいところです。

プラスチック加工における面粗度
プラスチック加工では、面粗度を適切に設定することは美観面、性能面、コスト面において重要な要素です。
面粗度が高い場合はより丁寧な仕上げが必要になり、加工コストが上がるのが一般的です。反対に、ツールマークが残るような表面の粗い加工の場合は、加工時間が短く済むため加工コストが抑えられる傾向にあります。
そのため、なめらかな表面であることが製品にとって優れているとは限りません。用途に合わせて、面粗度を必要最低限に抑えておくことも、適正なコストで製品を作るためには大切です。
コスト面以外においても、面粗度が低いほうが優れているケースもあります。例えば、潤滑油を利用するような製品の場合は、面粗度が高く表面がなめらかなものよりも、面粗度の低いものを利用したほうが、油の溜まりが良くなって、潤滑性が高まるというケースもあるのです。
このように製品の用途をよく考えて面粗度を選択していかなければなりません。ここからは、切削加工と成形加工ごとにどのような点に注意すれば理想的な面粗度を実現できるのかについて解説していきます。
切削加工の場合
切削加工の場合は、加工時の刃物の送り速度に注意する必要があります。刃物、もしくはワークの回転速度に対して送り速度が高いと、刃物先端形状がそのまま仕上げ面にでてきてしまいます。荒加工では問題ありませんが、仕上げ加工の場合は送り速度を遅く設定するようにしましょう。
また、刃物の先端のR(ノーズR)が大きければ大きいほど、仕上がり面粗度は低くなります。そのため、面粗度を高めたい場合は、ノーズRの小さな刃物を用いるのがベストです。
ただし、ノーズRの小さな刃物は、送り速度を遅くしなければうまく加工できないため、加工時間が長くなりコストが増加するので要求する面粗度に合わせてノーズRは選択しましょう。さらに面粗度をよくしたい場合は、刃物の材質をダイヤモンド刃にすると効果的です。
面粗度を細かくしたい場合は、プラスチックの材質によっては毛羽立ちなどが大きな壁になる場合もあります。PA(ナイロン)、PP(ポリプロピレン)、PBT(ポリブチレンテレフタレート)などの材質は切削加工の場合、毛羽立ちしやすく面粗度を細かくすることが難しい場合もあります。
一定以上の面粗度になると切削だけでの実現は難しいため、研削加工をあわせて利用する必要があります。熱による軟化、材料の柔らかさが原因で砥石の目詰まりなどに気をつけて加工する必要があります。
成形加工の場合
成形加工の場合は金型の面粗度が、そのまま製品の面粗度に反映されます。そのため、金型の面粗度が細ければ面粗度の細かいツヤのある製品ができ、反対に金型の面粗度が粗ければ面粗度の粗い製品ができてきます。切削加工とは異なり、成形した製品を研削して仕上げるというケースはコストの関係から特殊な場合を除いてありません。
成形加工で面粗度を細かくしたい場合は、金型を研磨し目的の面粗度にすることが大切です。また、製品の抜き勾配が小さいと金型から製品を抜く際に製品側面に擦り傷が発生する可能性があります。金型を目的の面粗度より滑らかに研磨していても、傷が入ってしまっては目的の面粗度にすることはできません。面粗度を重視する面は、適切な抜き勾配を設定するか、抜け勾配が必要ない面に設定する必要があります。