


透明可視化にこだわった磨き技術

荒川技研は通常の手磨きに加え、エアロラップというラッピング装置を併用し、磨きにこだわっています。
エアロラップは微細な粒子を素材に当てることで、表面を研磨します。これにより、手では届かな部分でも透明度を出すことができます。素材については、アクリルなどの一般的な素材から、ポリエーテルイミド(PEI)など耐熱性の高いものも手がけています。
2020可視化モデルサンプル
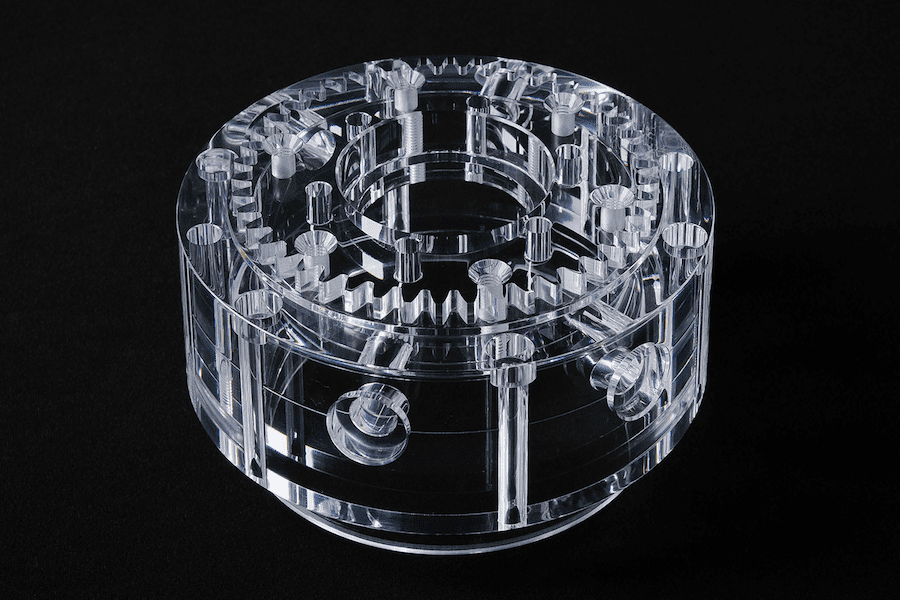
機能部品ホルダー
最大径:182φ 高さ:101mm
業界初!!ご要望にお応えし、可視化度合を数値化「ヘーズメーター」導入
本器HM-65L3は、透過物体(プラスチック、ガラス、液体等)の全光線透過率、拡散光線透過率、ヘーズ(曇り価)が得られる測定機です。
| 測定方法 | ダブルビーム方式 |
| 資料サイズ | 50×50〜400×400mm |
| 測定項目 | 全光線透過率 (Tt) |
| 拡散透過率 (Td) | |
| ヘーズ (曇り価) (H) | |
| 平行光線透過率 (Tp) | |
| 分解能 |

弊社は幅広い分野の可視化モデルをご提供してまいりました。 今まで、透明度に関してアナログ的な目視検査で済ませておりましたが、この測定機の導入により、可視化モデルの 透過率をデジタル化することが出来ました。
※平面の透過度合を数値化させます。曲面は測定できませんのでご了承ください。
製品紹介
可視化実験用部品
エアロラップを使い、手では届かない範囲の磨きもきれいにできています。手が届くところは手仕上げを施しています。

全体

側面
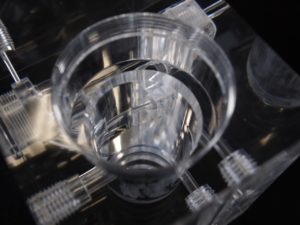
穴部拡大

可視化用アクリルフランジ
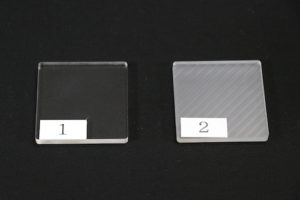
試料 1&2
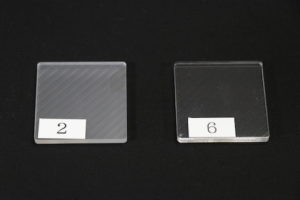
試料 2&6
試料 2&3
試料 2&7
試料 2&4
試料 2&8
試料 2&5
試料 2&9